De Kort verhoogt output met investering in nieuwe Okuma’s
3DTechDraw gaat verder dan de gemiddelde toeleverancier
Jonge generatie in de verspaning
GMO vindt balans tussen personeel en robotisering
Sandvik toont draaiconcepten tijdens seminar bij Gelderblom.
Met hoogwaardige machines manarm middelgrote series produceren.
FTD: Flexibel 5-assig frezen met robotcel
Arutech investeert in nieuw bewerkingscentrum
Eshuis Metaal: met nieuwe machines excelleren als toeleverancier van kleine series en repeteerorders
Verhuizing Nefit Industrial was 'goed geoliede' operatie
CF Techniek versterkt CNC-afdeling met opnieuw een Okuma-draaimachine
Gelderblom leent professionele draaimachine uit aan technisch opleidingsinstituut RTC te Hardenberg
"Betrouwbaarheid machines op langere termijn spreekt ons aan"
MMI gaat voor complexe bewerking en manarme productie
Maverick Valves Manufacturing: betrouwbaarheid voorop
IGS GeboJagema: 'multitasking' is compleet nieuwe bewerkingstechnologie
AAE Helmond: Geen onbemande productie zonder machines waar je van op aan kunt.
Gelderblom breidt programma uit met de Duitse fabrikant van grote freesmachines UNIONCHEMNITZ
HP Valves bouwt met tweede productiecel voort op bewezen machineconcept
Fabrikant van deuropvangers Dictator kiest voor thermisch stabiele Okuma-draaimachine
Jeroen Nije (Nijdra): "Streven naar verdere doorgroei als system supplier."
JOSKIN bouwt afdeling verspaning verder uit
Dick Heek (DMN): "Voorop staat de technische performance van de machines."
OKUMA service award voor Gelderblom
Nieuwe machines AAE voor 'supercomplex' product
Interview met Karl-Heinz Dreyer. (Duits)
"De klant nieuwe mogelijkheden en een betere prijs bieden."
Wissink Metaalbewerking voert draaicapaciteit sterk op
Groningse toeleverancier Bies investeert in FMS en productiecel
Draaifreesmachine produceert componenten gemiddeld 15% goedkoper.
Metaaltechniek Tholen wil met horizontaal bewerkingscentrum ook andere markten verkennen
Sluiter Techniek bewijst: Multitasking-machine van Okuma ook efficiënt bij enkelstuksproductie
Mega-investering Machinefabriek P.C. Buitendijk
BSM Valves en Fittings zet de stap naar geïntegreerd draaien en frezen
Hoogendijk koopt drie Okuma's in twee jaar
Okuma introduceerde in Milaan precisiemachines
AAE bv neemt flexibele productiecel met Okuma bewerkingscentra in gebruik
AWA tast met nieuwe Okuma mogelijkheden onbemande kleinserieproductie af
FMS-systeem Nijdra: jaar in-jaar uit een bezettingsgraad van 95 - 98%
De mensen zorgen ervoor dat de machine tot haar recht komt
De Jong Technics kiest voor 'meer van hetzelfde'
Verspanende toeleverancier Bies laat - steeds vaker - robots de draaimachines beladen
Klement Special Products: drie Okuma's in één jaar
Dost & Van Beugen op het spoor van geïntegreerde bewerking van offshore-componenten
Stemin investeert in Okuma Draaifreescentrum
Okuma introduceert nieuwe serie draaimachines voor standaardbewerking
"Grote volumes verspanen gaat niet ten koste van de precisie."
Van stand-alone machine naar FMS: drastische reductie stilstandtijden
Lean lift’-magazijn als automatisch palletmagazijn
Weer nieuwe Okuma’s voor machinebouwer AAE
Drastische reductie van cyclustijden.
Nieuw FMS systeem bij Nijdra-Groep.
De Kort verhoogt output met investering in nieuwe Okuma’s
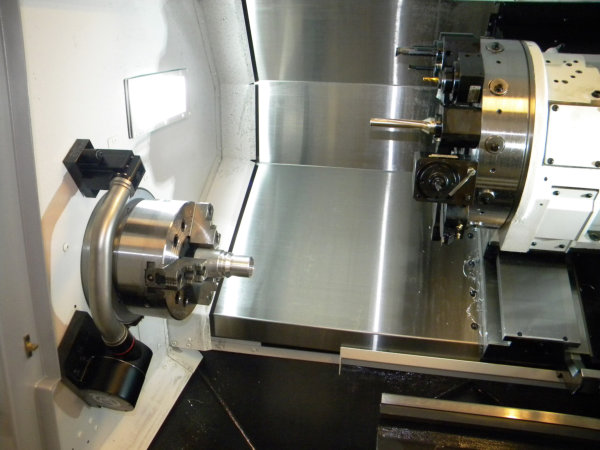
Als toeleverancier van fijnmechanische onderdelen had Wim de Kort nooit gedacht ooit met een Okuma te zullen werken. “Ik weet dat het goede machines zijn, maar met een prijskaartje dat voor ons niet is weggelegd. Totdat ik een aanbod kreeg van de nieuwe Genos serie, de basislijn van Okuma. Inmiddels beschikken we over 2 bewerkingscentra en een draaimachine uit de Okuma Genos serie, en is de productiviteit en nauwkeurigheid met grote stappen vooruit gegaan,” zegt de enthousiaste eigenaar van Machinefabriek De Kort.

De Kort is een familiebedrijf met 5 medewerkers die op meerdere draai- en freesmachines fijnmechanische onderdelen maken voor grote toeleveranciers en OEM-ers uit de regio Brabant. “Voor sommige klanten werken we al meer dan 30 jaar.” Snel en flexibel reageren is kenmerkend voor de manier van zaken doen van het bedrijf. “Vertrouwen moet je winnen, door altijd je best voor je klanten te doen. Dan gunt de klant je ook werk,” is de visie van Wim de Kort.
Efficiencyslag maken
Vervanging van een aantal oudere machines door een gebruikte Matsura bracht niet wat het bedrijf voor ogen had. “We wilden de capaciteit verhogen en gelijktijdig een efficiencyslag met het bedrijf maken. Dat was voor ons de aanleiding om toch een aanvraag te doen bij Gelderblom, de Benelux vertegenwoordiging van Okuma. Die deed een voorstel voor een Okuma L3000-e draaimachine uit de Genos serie, waarvan tot onze verrassing de prijs binnen onze mogelijkheden lag. “

Okuma Genos serie
Rik van de Valk van Gelderblom: “De Genos serie is de baseline van Okuma. De draaimachines en 3-assige bewerkingscentra uit deze lijn worden in Taiwan gebouwd en in een standaard configuratie en in grotere aantallen gebouwd, waarbij zaken als aantal gereedschapposities, motorvermogen en toerental van de spindel enz. …. vast liggen. Customizing is in deze range dus niet mogelijk. Daarmee kan Okuma de Genos serie tegen een lagere prijs aanbieden, zonder concessies aan de kwaliteit te hoeven doen.”
Hoge stabiliteit
De Genos L3000-e draaimachine is uitgevoerd met een magazijn voor stafaanvoer, waarmee deze voor langere tijd manarm kan worden ingezet. Draaier Ron Bierens kan daarom zijn aandacht over 3 machines verdelen. “Ten opzichte van de andere twee CNC draaimachines is de Genos een factor 5 keer beter, stabieler en sneller. Op de hele serie die we vanaf staf draaien heb ik de machine maar 1 keer een paar µm bij hoeven stellen. Dat hebben we nog nooit eerder meegemaakt,” licht de ervaren draaier toe.
Nieuwe orders dankzij hogere nauwkeurigheid
Omdat de draaimachine zo snel is, is er extra capaciteit beschikbaar. “We hebben nu een order voor 6.000 onderdelen die binnen 4 µm nauwkeurig geleverd moeten worden. Dat hadden we met de andere machines nooit kunnen maken,” licht de Kort toe. “Daar komt bij dat we nu veel minder tijd kwijt zijn aan omstellen. De Genos L3000-e is uitgerust met Hainbuch spantangen die je binnen een paar seconde wisselt.”

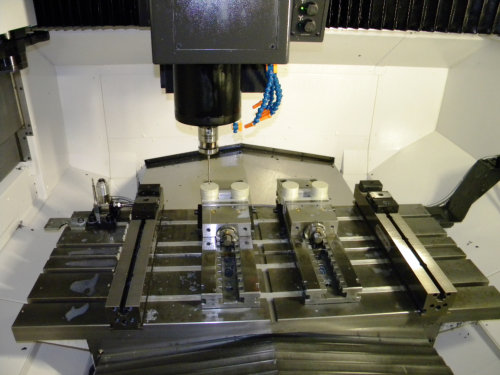
Okuma Genos serie bewerkingscentra
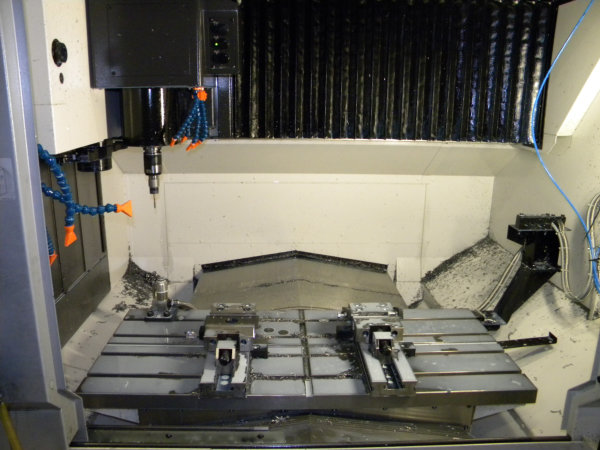
Ook op freesgebied heeft De Kort nu gekozen voor investering in bewerkingscentra uit de Genos serie. “Ik kijk altijd naar de bouw van machines. De Genos M560 verticale bewerkingscentra zijn gebouwd volgens een portaalconcept, waardoor de stabiliteit veel hoger is dan bij een kolomconstructie. De Genos M560 freest binnen een tolerantie van 5 µm, heeft 22kW vermogen op de spil en freest met 15.000 rpm. Daarmee konden we de nauwkeurigheden verbeteren en de cyclustijden sterk verkorten. De tafelafmeting van 1.300 x 560 mm maakt meervoudige opspanning mogelijk, waardoor de machine langere tijd manarm kan frezen en de operator ook andere freesmachines kan bedienen. Inmiddels hebben we er een tweede Genos M560 naast gezet, waardoor we de inzet van oudere machines langzaam af kunnen bouwen,” aldus de Kort.
Programmering in OneCNC
Alle bewerkingsprogramma’s maakt De Kort in OneCNC. “Een perfect Nederlandstalig CADCAM pakket wat we al in de offertefase inzetten om de bewerkingstijd en -strategie te bepalen. Op pc kan je alles voorbereiden en testen, voordat je het naar de machine stuurt. De operator kan de programma’s op de OSP3000 besturing van Okuma nog verder finetunen, maar hoeft geen proefstukken meer te maken. Zo kunnen we de spil maximaal benutten.”
Beperkte automatisering
De Kort zoekt de efficiency in de inzet van high-end machines en meervoudige opspanningen. “Omdat we vooral veel speciaalwerk maken is, met uitzondering van de stafaanvoer aan de draaimachine, geen van de machines geautomatiseerd. We zetten de machines ook niet op volle snelheid in. Verspanen op 75% van de maximale capaciteit vinden we genoeg en daardoor is de slijtage ook minder. Dat betaald zich ook uit door lage reparatiekosten. Vervanging van de 20 jaar oude bewerkingscentra zal de volgende investering zijn,” besluit Wim de Kort.
www.mfdekort.nl
www.gelderblom.nl
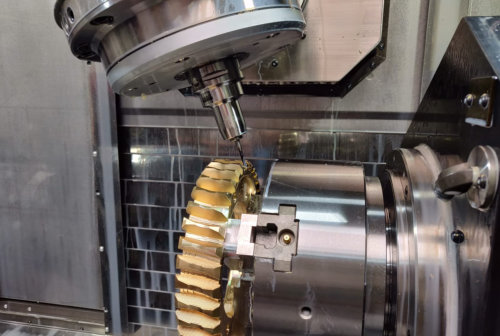
"Jasper Wijnschenk van 3DTechDraw over complexe werkstukken bewerken op het Okuma Multus multitasking machine: “Wanneer het op deze machine niet kan, is het niet haalbaar.”
3DTechDraw gaat verder dan de gemiddelde toeleverancier
“Wanneer we tegen een probleem of beperking aanlopen, benaderen we desnoods de fabrikant rechtstreeks om het probleem snel op kunnen lossen.” Die houding is tekenend voor 3DTechDraw in Culemborg. Een jonge toeleverancier die zich heeft gespecialiseerd in het leveren van kwalitatief hoogwaardige draai- en freesproducten tegen relatief lage productiekosten. “Qua technologie lopen we voorop en behoren we tot de top 20 bedrijven die op dat niveau in Nederland werkt,” meent eigenaar Jasper Wijnschenk. Onlangs nam het bedrijf een Multus U3000 multitasking machine van Okuma in gebruik, compleet met een freesspil op een B-as, subspil en onderturret. “Daarmee kunnen we complexe werkstukken in één opspanning 6-zijdig, in een zeer hoge nauwkeurigheid, compleet bewerken.”
Als klein bedrijf is 3DTechDraw laag drempelig en kan het vooral flexibel op vragen uit de markt inspelen. Jasper Wijnschenk: “Een Okuma Multus zal je alleen vinden bij grote bedrijven. Die hebben daar weliswaar meer financiële mogelijkheden voor, maar zijn niet zo flexibel als een klein bedrijf. Wij willen aantonen dat je voor hoogwaardige complexe producten niet altijd naar een groot bedrijf hoeft. Ik zie het bovendien als een uitdaging om complex werk uit de markt te halen en mijn medewerkers zien het als een uitdaging die te kunnen maken.”
Van tekenbureau naar toeleverancier
De toeleverancier maakt hoogwaardige onderdelen en halffabricaten voor onder meer robots, medische revalidatie, machines voor de foodindustry en parts voor de olie- en gasindustrie. “Toen ik 10 jaar geleden met 3DTechDraw begon als tekenbureau, kreeg ik de kans een metaalbedrijfje over te nemen. Toen heb ik ervaren hoe belangrijk machinetechnologie bepalend is wanneer je nauwkeurige producten tegen een competatieve prijs wilt kunnen maken. Met de gebruikte en nieuwe machines en later een vijf-assig bewerkingscentrum lukte dat wel. De wens om een multitasking machine te kopen speelde echter al langer. Alleen had de investering in een bedrijfspand een hogere prioriteit, licht Jasper Wijnschenk toe.
Tegen de haalbaarheidsgrens
Om een specialistisch complex product 6-zijdig te kunnen bewerken moest de toeleverancier het werkstuk 3 x opspannen in een draaimachine en vervolgens 2 x op een vijf-assig bewerkingscentrum. “Door het vele malen opspannen neemt de kans op onnauwkeurigheden toe. Om de gevraagde nauwkeurigheid te behalen is vijf-assig simultaan bewerken op een hoofd- en subspindel de beste oplossing. Er zijn drie partijen die beweren dat ze dat kunnen. Ik ben met die leveranciers gaan praten en haalbaarheidsstudies laten maken.
Gelderblom
“Gelderblom was ervan overtuigd met de Okuma Multus multitasking machine aan de verwachtingen te kunnen voldoen en beloofde bovendien de machine terug te nemen wanneer de machine de gevraagde prestaties niet in kon vullen.
Maar de machine is één, de leverancier is een tweede belangijke factor, waar je ook goed mee door één deur moet kunnen. Gelderblom is een relatief kleine organisatie, met een vergaand specialisme in draai- en freesmachines van Okuma. Gevoel en naamsbekendheid spelen daarnaast onbewust voor mij ook een belangrijke rol,” legt Jasper Wijnschenk uit.
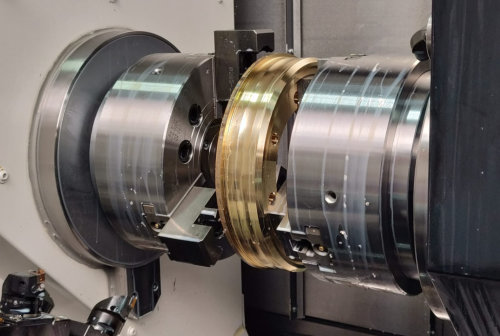
Multus U3000-2SW-1500 mm
De Okuma Multus U3000 is uitgevoerd met een hoofd- en subspil, met 1500 mm opspanlengte en een freeskop met een bereik van 240º op de B-as. De subspindel in de C-as neemt werkstukken tot 0,0001º nauwkeurig over, waarop de freeskop de werkstukken na de face- ook de end-freesbewerkingen in één procesgang door kan voeren. De onderturret met 12 stations biedt daarnaast de mogelijkheid van extra draai- en freesbewerkingen, eventueel met brilondersteuning. Dankzij het “thermo-friendly” concept kennen Okuma machines een hoge thermische stabiliteit, waardoor de nauwkeurigheid zowel in de opstartfase als gedurende het bewerkingsproces binnen 10µm constant blijft. De Multus is uitgevoerd met een automatische deuropener, als voorbereiding op robotbelading, en heeft verder gereedschapbreuk controle en een magazijn voor 80 gereedschappen aan boord.
Al na 2,5 dag aan de slag
Broer Laurens Wijnschenk die zowel voor de Okuma, als voor alle andere machines in het bedrijf de post-processoren heeft geschreven, had nog geen drie dagen nodig om de besturing te leren kennen en de machine te laten produceren. “De besturing was weliswaar helemaal nieuw voor ons, met veel voor mij onbekende knoppen, maar met trial and error kom je een heel eind. De besturing is mede door het toch screen, waarmee je in- en uit kan zoomen, zeer geavanceerd. De productie is bovendien realtime op het scherm te volgen.”
Software cruciaal
Al na twee maanden in gebruik, kunnen we zeggen dat de proceszekerheid en nauwkeurigheid niet vergelijkbaar zijn met wat we tot nu toe hadden ervaren. Met de op Windows gebaseerde besturing kan je bovendien eigen parameters toevoegen en alle nodige data vastleggen. Maar de software speelt daarin wel een cruciale rol. Onze medewerkers kunnen alle machines bedienen en zijn thuis in Autodesk, waarin HSM Works is geïntegreerd. Door die integratie wordt iedere maatcorrectie in CAD direct doorgevoerd in CAM. CAM veranderd dus direct mee met CAD, waardoor de foutkansen tot het verleden behoren.
Capto-systeem
Gereedschap met capto-snelwisselsysteem zetten we standaard in op alle machines. “Met de polygoonvormige opname heeft het Capto-systeem een groter contactoppervlak waardoor de gereedschappen een groter moment op kunnen vangen. We wilden dat systeem ook op de onderturret en spindel van de Okuma Multus, waarvoor de spindel moest worden aangepast.
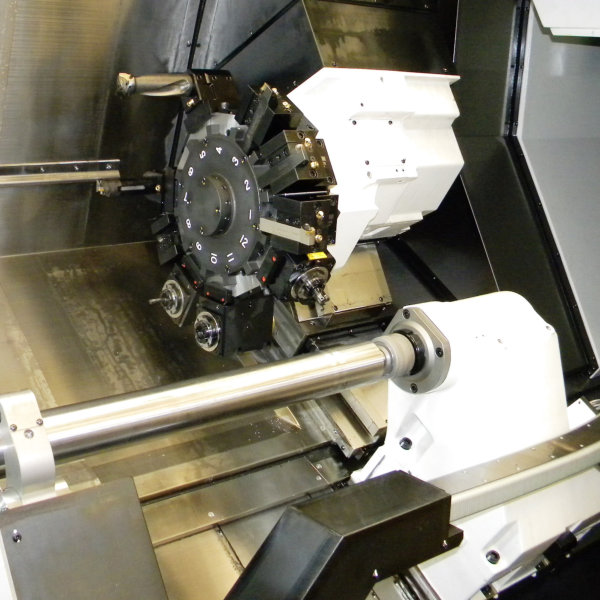
Okuma LB3000 draaimachine
“Voor capaciteits uitbreiding op draaigebied hebben we ook meteen in een Okuma geïnvesteerd. De Okuma LB3000 heeft een turret met 12 stations, waarvan ieder station geschikt is voor aangedreven gereedschappen. De Okuma OSP besturing heeft dezelfde opbouw als de Multus, zodat we ook hier bewerking kunnen simuleren. Met de bestaande machines, gedeeltelijk voorzien van automatische belading en de nieuwe Okuma’s zijn we voorlopig optimaal ingericht om hoogwaardige werkstukken competatief te kunnen produceren”, aldus Jasper Wijnschenk.

Volledig papierloos
Jasper Wijnschenk: “Wil je volledig digitaal kunnen werken moet je ook van de papierwinkel af. Daarvoor sturen we al onze bedrijfsprocessen aan met Plan-de-CAMpagne ERP-software. Alle informatie over offertes, orders, voorraad, inkoop, planning, capaciteit, productie en facturering zijn geintegreerd in één ERP-systeem.
Het systeem genereert automatisch de inkoopregels, zowel voor deze specifieke order als voor het bijwerken van de voorraden. Middels een IDE koppeling met MCB worden de materialen automatisch besteld. Ook op die manier zijn we als organisatie hoog geautomatiseerd. We zien dat als een goede basis voor de toekomst.”
Inmiddels half jaar in gebruik
Het Okuma Multus multitasking bewerkingscentrum is inmiddels zes maanden bij de toeleverancier in gebruik. “De proceszekerheid en nauwkeurigheid zijn niet te vergelijken met wat we hadden. De mogelijkheid om aan beide spillen 5-assig simultaan te kunnen werken, werkt dan ook zoals we dat hadden gewenst. Wanneer het op deze machine niet kan, is het niet haalbaar.”
www.3dtechdraw.nl
www.gelderblom.nl
Jonge generatie in de verspaning
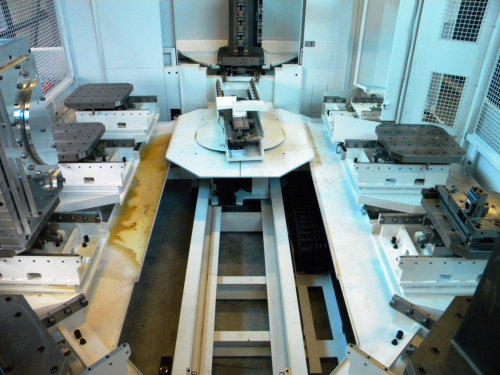
Nagenoeg ieder metaalbewerkend bedrijf is inmiddels wel op zoek naar mogelijkheden om meer rendement uit de spil te halen. Benutten van de niet-werkbare uren ligt daarbij het meest voor de hand. Naast de verschillen in oplossingen verschillen echter ook de visies wat de beste manier is om dit doel te bereiken. Jeva Metaalbewerking in Lopik is daarvan een goed voorbeeld. Terwijl veel bedrijven kiezen voor robotbelading, investeerde deze toeleverancier onlangs in een Okuma MA 400HA horizontaal bewerkingscentrum met palletwisselaar. Mede-eigenaar Wilco van Amerongen: “Voor grotere series is een horizontale machine met palletbelading veel effectiever. Met zes zuilen kun je genoeg producten opspannen om de hele nacht door te produceren.”

Jeva Metaalbewerking is met 20 medewerkers een kleine, en snelgroeiende toeleverancier met een breed klantenbestand uit onder meer de automotive, bouw en petrochemie. De broers Gerco (28) en Wilco (25) van Amerongen kregen in het bedrijf van hun vader alle vrijheid om de productie waar mogelijk slimmer en efficiënter in te richten. Nu ze samen de leiding over het bedrijf hebben overgenomen, kunnen ze hun ideeën daarover in de praktijk uitvoeren.
Betrouwbaarheid cruciaal
Gerco van Amerongen: “We hebben het geluk dat we in een gezonde markt zitten en met onze klanten meegroeien. Maar dat lukt alleen wanneer je het goed blijft doen, eerlijk communiceert, je flexibel opstelt en je de toegezegde levertijden nakomt. Betrouwbare en kwalitatief hoogwaardige machines zijn daarbij cruciaal, die maken het mogelijk de planning te halen. Omdat de druk op freesgebied steeds hoger werd moesten we zelf ook een deel uit besteden. Dat was de aanleiding om de productiecapaciteit verder uit te breiden en de beperkte beschikbare ruimte opnieuw in te delen.”
Horizontaal frezen
Wilco van Amerongen: “We hebben eerst onderzocht voor welke producten productiecapaciteit uitbreiding noodzakelijk was. Meest kleinere, niet complexe producten in seriegroottes veelal tot 50 stuks met uitschieters naar 1.000 stuks. Daarvoor kwam een horizontale machine met palletwisselaar als meest efficiënte oplossing naar voren, waarbij uitbreiding met een palletwisselaar de mogelijkheid gaf de machine ook gedurende meerdere uren of een hele nacht onbemand in te zetten.”

Eerste Okuma op freesgebeid
Het bedrijf had al goede ervaringen met Okuma op draaigebied. “Onze vader was op draaigebied altijd fan van Okuma, vanwege de hoge betrouwbaarheid”, licht Wilco van Amerongen toe. Omdat we ook aan de kwaliteit geen concessies wilden doen, kwamen we voor deze grote investering opnieuw op dat merk uit. De spanenafvoer, het hogere vermogen, de compacte footprint, de hoge toeren (15.000) op de spil en het feit dat dit bewerkingscentrum compleet met hogedruk pomp werd geleverd, gaven ons de doorslag.”
Palletwisselaar volgende efficiencystap
De Okuma MA400HA die Gelderblom heeft geleverd, heeft een bereik van 560 x 610 x 625 mm, een tafelafmeting van 400 x 400 mm en een voeding van 60m/min. Wilco van Amerongen, die de opstartfase van de Okuma zelf verzorgd: “De nieuwe machine heeft hogere voedingsnijsnelheden en een hogere ijlgangssnelheid. Dat levert ons meteen kortere cyclustijden op. Daarnaast wilden we ook een hogere output, zonder extra mankracht in te zetten. Inzet van de palletwisselaar met zes zuilen maakt dat mogelijk. Om werkstukken snel op te kunnen spannen maken we gebruik van snelklemmen van 5th AXIS, een Amerikaans merk, dat volgens ons een uitstekende tegenhanger is van Lang. Het meervoudig opspannen kost weliswaar tijd, maar wanneer die eenmaal gevuld zijn, draait de cel gedurende vele uren achter elkaar onbemand door en heb je je handen vrij voor ander werk.”
Betrouwbaarheid
Belangrijk aspect is storingen tijdens het onbemande proces te voorkomen. Gereedschappen en spanen vormen daarin de grootste risicofactoren. De machine is daarom allereerst uitgerust met een groot gereedschapsmagazijn met 146 toolposities. Een geïntegreerde meettaster controleert zowel de afmetingen van het werkstuk als de slijtage van de gereedschappen. Verder is de machine uitgerust met breukdetectie. Wilco van Amerongen: “Mocht een gereedschap tijdens een bewerking niet meer bruikbaar zijn, hebben we voldoende zustertools als backup aan boord.”
Schoon werken
Om te voorkomen dat spanen het proces verstoren is de machine standaard uitgerust met een hogedruk pomp, die de koelvloeistof met 70 bar door de spil, direct op het snijvlak spuit. Wilco: “We zorgen er altijd voor dat de producten schoon op de machine gaan. Dat houdt het koelwater en de machine schoon. Daarnaast hebben we de machine uitgerust met een olieseparator, die de olie permanent van het koelwater scheidt. Dat levert schonere olie op, die daardoor bovendien langer meegaat. Verder zijn alle machines uitgerust met een mistfilter, die op hun beurt zijn aangesloten op een centraal afzuigsysteem.”
www.jeva.nl
www.gelderblom.nl
GMO vindt balans tussen personeel en robotisering
GMO Nederland, toeleverancier van fijn draai- en freeswerk, heeft afgelopen zomer een tweetal gerobotiseerde productiecellen in gebruik genomen, bestaande uit Okuma bewerkingscentra en BMO robotcellen. Daarmee heeft GMO Nederland het maximale aan flexibiliteit in huis gehaald. Directeur Herwin Jansen: “We hoeven niet meer te wachten tot de machine de hele serie heeft afgewerkt, maar kunnen net zoveel stuks door elkaar bewerken als we willen. Onze efficiency en leverbetrouwbaarheid zijn daarmee sterk verhoogd.”

GMO Nederland BV is gespecialiseerd in toelevering van fijnmechanische onderdelen, voornamelijk voor machine- en apparatenbouwers in de regio Brabant en Noord-Limburg. Kleine aantallen en korte levertijden zijn de kracht van het bedrijf. Commercieel directeur Jeroen Sleddens: “Voor 1 tot 20 stuks is het voor klanten niet lonend om in een lagelonenland te gaan shoppen. Dan moet je kunnen vertrouwen op je eigen toeleverancier, met korte communicatie- en transportlijnen en waarvan je weet welke machines ze in huis hebben.”
Twaalf Okuma’s
Jeroen Sleddens en Herwin Jansen namen het bedrijf in 2001 middels een management- buy-out over. “In die tijd zijn we gegroeid naar 32 medewerkers en een omzet van 4,5 miljoen. Ook het machinepark is sindsdien uitgebouwd, uitsluitend met Okuma draaimachines en bewerkingscentra, inmiddels 12 stuks. De hoge stabiliteit, betrouwbaarheid, nauwkeurigheid, levensduur en uitwisselbaarheid liggen daaraan ten grondslag. Een 20 jaar oude draaibank moesten we onlangs vervangen omdat de elektronica het had opgegeven. Al die jaren hebben we nauwelijks reparaties aan die machine gehad”, bevestigen beide heren.
Productiefilosofie
Jeroen Sleddens, die met 28 dienstjaren in het bedrijf de nodige knowhow op het gebied van verspanende bewerkingen bezit, was tot voor kort een sterke voorstander van pallet automatisering. “Daarvoor hebben we een horizontaal bewerkingscentrum uitgerust met een palletpool in carrouselopstelling. Daar kunnen we de kolommen op pallets aan vier zijden vol met materiaal opspannen. Met deze opzet kunnen we werkstukken met een hoge complexiteit op een efficiënte manier produceren. Toen de cel eenmaal volledig bezet was, liepen we tegen een productiegrens en levertijdproblemen aan. Voor ons een moment om bij uitbreiding deze manier van produceren te heroverwegen.”

Robotbelading
Met de investering in palletbelading is GMO al eerder afgestapt van 1 man-1 machine principe. Herwin Jansen: “Ondanks het feit dat we de machines al in een 2 ploegensysteem optimaal inzetten, willen we de productiecapaciteit verder uitbreiden, zonder dat we daarvoor extra personeel in moeten zetten. Eenvoudigweg omdat die er niet zijn. De volgende machines moeten dus ook onbemand inzetbaar zijn. We hebben daarbij de afweging gemaakt tussen palletbelading en robotbelading. Het concept van BMO Automation gaf ons de doorslag. Met hun Titanium robotcel kunnen we zowel producten op pallet opspannen als los materiaal op de tafels leggen. Deels bewerkte werkstukken die niet los blijven staan, spannen we op, de rest gaat op de 7 lades met rastertafel. Omdat de robot het materiaal van de tafel pakt en in de klauwplaat van de machine plaatst, hoef je zelf niets meer op te spannen. Dat doet de robot voor je!
BMO Titanium 180 aan Okuma MU5000-V
Door te kiezen voor de combinatie van pallet- en productbelading is het mogelijk om meerdere verschillende series van producten door elkaar heen te automatiseren. Door de 38 palletposities (palletformaat 395x395) kunnen er meerdere opspanningen door de robot in de machine geplaatst worden. Hierdoor is het mogelijk om onbemand meerdere productformaten met de CNC machine te bewerken. De gekozen optie ‘programma nummer selectie’ maakt het mogelijk om deze verschillende jobs door de CNC machine achter elkaar af te handelen.

Om optimale flexibiliteit te garanderen heeft GMO Nederland gekozen om de robot uit te rusten met een parallelgrijper met daarop de BMO servobekken. Met deze optie wordt de tweepunts parallelgrijper voorzien van automatisch instelbare grijperbekken. Via de BMO Intelligent Control Software kan de operator via een simpele handeling het formaat van het product ingeven waarna de servogrijper zich automatisch instelt op de ingegeven maat. Hierdoor kunnen producten in een bereik van 0 t/m 164 mm of 109 t/m 274 mm gegrepen worden zonder tussenkomst van de operator.
Stap naar 5-assig bewerken
Met de investering in de Okuma MU5000-V heeft GMO tevens de stap naar 5-assig bewerken gezet. Jeroen Sleddens: ”Met dit bewerkingscentrum voor 5-assige simultane bewerkingen kunnen we werkstukken in één opspanning compleet produceren. Alleen de opspankant moeten we er later vaak nog affrezen of draaien.
Daar komt nog bij dat we alle seriegroottes door elkaar heen produceren. Dankzij het grote gereedschap magazijn van 200 standaard en 86 speciaal gereedschappen, is het gereedschap niet meer de beperkende factor. Voorheen moesten we wachten totdat een hele serie was afgewerkt voordat we nieuwe producten op konden spannen en gereedschappen konden plaatsen. 5-Assig bewerken en robotbelading heeft de productie dus een enorme boost gegeven.”
Tweede cel voor kunststof producten
GMO heeft in samenwerking met Prorail kunststof beugels ontwikkeld om kabels bij het spoor vast te zetten. Daarnaast is een kunststof doorvoerblok ontwikkeld, die in de komende jaren alle houten uitvoeringen moet gaan vervangen. Voor de productie van beide kunststof producten is een Okuma MB-5000H aangeschaft, waarbij de belading door een Platinum 50 Frontloader van BMO Automation wordt verzorgd. De productietarget ligt op 80.000 beugels en 1.500 doorvoerblokken per jaar, waarmee de cel voor 24/7 vol gepland is.
Uniek 2 ploegensysteem
GMO Nederland werkt volgens een uniek 2-ploegensysteem, waarbij de medewerkers altijd 32 uur per week werken, maar zelf de dagen kunnen kiezen. Herwin Jansen: “Medewerkers zijn daardoor veel flexibeler dan bij een maandag tot vrijdag systeem. Bovendien sluit het beter aan bij de wens van 2 verdieners die zo samen de kinderopvang kunnen regelen. Het geringe verloop zien we als het bewijs dat ons personeel tevreden is met dit systeem en de cultuur bij GMO Nederland. Zo weten we toch de balans tussen handwerk en automatisering gezond te houden.”
www.gelderblom.nl
www.gmonederland.nl/
"Met hoogwaardige machines manarm middelgrote series produceren."
Evers Metaal BV te Geldrop heeft dit jaar drie Okuma draaimachines in gebruik genomen. De uitbreiding tekent het succes van de toeleverancier in draai- en freeswerk. Eigenaar-directeur Rob Evers: "Wij richten ons op middelgrote series producten die we manarm vervaardigen op stabiele, hoogwaardige machines met eersteklas gereedschap. De gemiddeld hogere aanschafkosten zijn verantwoord omdat we daardoor een hoge, consistente kwaliteit kunnen leveren, onderhoud minimaal is en storingen vrijwel nooit optreden. We zijn wel eens gegaan voor andere merken maar we misten toch het bedieningsgemak en de vertrouwde kwaliteit."

Rob Evers (l.) en productieleider Ad van Guntlisbergen bij de nieuwe LB3000 draaimachine van Okuma.
Evers begon in 1988 op de 'klassieke' manier - in de garage achter het woonhuis - voor zichzelf. Min of meer dan, want veel draaiwerk deed hij nog voor zijn voormalige werkgever. Bij deze machinefabriek had hij de nodige ervaring opgedaan met het merk Okuma, met name op de 4-assige draaimachine LC20. Jaar in jaar uit groeide de orderportefeuille, en met de verhuizing naar een eerste bedrijfspand, in 1995, kon ook een nieuwe Okuma CNC draaibank (type LCS 15) worden aangeschaft. Kort voor de eeuwwisseling, Evers werkte inmiddels met een vaste medewerker en drie draaimachines, werd opnieuw overgestapt, nu naar een drie maal zo grote bedrijfsruimte en werd het, in zijn eigen woorden, 'allemaal iets serieuzer'. "Mijn doel is altijd geweest: het ontzorgen van de klant. Daarmee bedoel ik dat je gewoon moet doen wat je belooft. De klant heeft geen boodschap aan allerlei verklaringen waarom iets mis is gegaan, waarom je niet op tijd kunt leveren enzovoort. Een ander uitgangspunt is altijd geweest of een opdracht past binnen onze manier van produceren en onze expertise, zodat ik de klant zonder reserves kwaliteit en betrouwbaarheid kan bieden én winstgevend kan werken. Dit bedrijf is sterk in de manarme productie van draaiwerk in series van 100 tot 10.000 in het diameterbereik van 10 tot 200 mm. Daarom zijn veel van onze machines voorzien van kortlaadmagazijnen, geschikt voor uitgangsmateriaal tot 1500 mm."

Beide nieuwe draaimachines zijn voorzien van automatische stafaanvoer (links).
Precisieonderdelen
Anno 2016 is Evers Metaal, dat in 2010 de huidige locatie van 1000 m² op het industrieterrein De Hooge Akker betrok, een gespecialiseerde regionale toeleverancier van draai- en freeswerk aan onder andere fabrikanten van landbouw- en voedselverpakkingsmachines, maar ook - bijvoorbeeld - van precisieonderdelen voor rioolinspectiecamera's. De meeste orders, die vaak een repeterend karakter hebben, worden geproduceerd in seriegrootten van 100 tot 10.000 stuks. Voor een aantal klanten worden producten op voorraad gehouden en op afroep geleverd. Sinds 2011 groeit de omzet van Evers Metaal jaarlijks gemiddeld met ca. 20 procent. De onderneming telt nu twaalf medewerkers.
Over manarm produceren, in principe 24 uur per etmaal, wordt nogal eens luchtig gedacht, meent Evers. Zo van: instellen en draaien maar. De werkelijkheid is weerspanniger. Denk alleen al aan zaken als spaanbeheersing en -afvoer, gereedschapslijtage, warmteontwikkeling, materiaalvariaties. Gereedschapkeuze en machineprestaties zijn daarom cruciaal. 'Tooling' - nog al te vaak het stiefkindje nadat de dure machine is aangeschaft - heeft voor Evers een hoge prioriteit, en dat geldt ook voor de stabiliteit, repeteerbaarheid en andere kwaliteitsbepalende kenmerken van de bewerkingsmachine.
"Sinds 1995 hebben we flink geïnvesteerd, vooral in Okuma draaimachines. Onze eerste nieuwe machine was een LCS 15 draaibank; die is nu nog, ruim twee decennia later, volop in productie."
Positief is hij ook over de begeleiding door Okuma-importeur Gelderblom uit Houten. "Gelukkig een van de grotere op dit gebied op de markt, en door de jaren heen ook een stabiele onderneming met veel kennis en ervaring, plus een goede service."

Bewerkingsruimte van de Genos L200M draaimachine.
Zijsprong
Aan de - blijvende - betrouwbaarheid en precisie van de machine hangt een prijskaartje, beseft ook Rob Evers. "Een jaar of vier geleden hebben we een kleine zijsprong gemaakt naar een ander machinemerk. Daarvan hebben we geleerd dat Okuma beter bij ons past. Recent hebben we ons machinepark dan ook uitgebreid met drie Okuma's. Over de LB 3000 draaimachine die we in juli in gebruik namen waren we zo enthousiast dat we er gelijk nog een hebben gekocht, ditmaal voorzien van een Y-as voor excentrische bewerkingen. Met het touch screen van de OSP-P200 besturing gaat het programmeren veel sneller dan met conventionele drukknoppen. Een ander pluspunt, volgens mij uniek voor dit type machines is de programmeerbare pinole. Vroeger ging dit handmatig, met een hydraulisch bekrachtigde slag. Ook de druk is programmeerbaar. Deze voorziening is vooral handig als het werkstuk een paar keer opschuift tijdens de bewerking."
De derde machine is een Genos L200M met een gantry die het ruwe materiaal vanuit een handmatig te beladen magazijn automatisch overbrengt naar de bewerkingsruimte.
Evers is in staat complexe draaiproducten in kleine tot grote series te vervaardigen.
Opties
Op klantenwens kunnen LB-draaimachines worden geleverd met opties als aangedreven gereedschap, een Y-as, een subspil of portaal voor beladen en uitnemen van werkstukken. Al deze opties zijn zowel mechanisch als besturingstechnisch geïntegreerd. De serie is ook te verkrijgen in een kleiner model (LB 2000 EX) en een groter model (LB4000 EX). Bij Evers zit er 800 mm tussen de centers. De Genos-draaimachines hebben de vertrouwde Okuma-kwaliteit (inclusief thermo friendly concept), maar bieden geen mogelijkheid voor specifieke klantenwensen.

Het beladen van werkstukken in de nieuwe Genos L200M draaimachine.
Geen multitasker
Als een toeleverancier veel draaiwerk heeft waaraan ook frezen te pas komt, is investering in een draaifreesmachine een optie die het overwegen waard is. Evers Metaal BV te Geldrop krijgt geregeld dit soort opdrachten, maar stelt dat de uitkomst van een dergelijke overweging niet automatisch tot de aanschaf van een 'multitasker' leidt. "Het hangt van het type product en de seriegrootten af," zegt Evers. "Multitaskers kosten vijf à zes ton. Daar koop ik bij dezelfde fabrikant - in dit geval Okuma - drie draaibanken voor."
www.gelderblom.nl
www.eversmetaal.nl
FTD: Flexibel 5-assig frezen met robotcel
Tekst: Fred Ootjers
Het specialisme van Fijnmechanische Techniek Drachten (FTD) ligt in het vervaardigen van fijnmechanische onderdelen. De seriegroottes variëren van enkelstuks tot grofweg 100 stuks. De nauwkeurige onderdelen vinden hun toepassing in een breed scala van sectoren in binnen en buitenland waaronder maritiem, (hightech) machine-bouw, voedingsmiddelenindustrie en offshore. Met de recente aanschaf van een 5-assige freesmachine van het Japanse merk Okuma gekoppeld aan een robotcel, anticipeert FTD op de toenemende vraag van opdrachtgevers.
"Onze opdrachtgevers maken graag gebruik van onze flexibiliteit en vakkennis ", aldus Johan de Vries, eigenaar van FTD. "Vaak worden we al in het voortraject van het ontwikkelen van een machine of apparaat betrokken. Door onze specifieke kennis op het gebied van maakbaarheid en materialen, hebben wij dikwijls constructief overleg met engineers over de mogelijkheden en onmogelijkheden van een ontwerp. Dit is een efficiënte manier om uiteinde-lijk te komen tot een functioneel prototype of onderdeel, dat vervolgens in productie kan worden genomen.”

In een streven om de doorlooptijden zo kort moge-lijk te houden en de productiviteit verder te verhogen, is FTD recent overgegaan tot de aanschaf van een Okuma 5-assige freesmachine waar ook een robotcel aan gekoppeld wordt. Johan: "Belangrijke voorwaarde was dat dit niet ten koste mag gaan van de flexibiliteit. Door voor deze manier van auto-matisering te kiezen, wordt dat gewaarborgd. Sterker nog: de flexibiliteit neemt alleen maar toe. We zijn bij de keuze voor de machine niet over één nacht ijs gegaan en hebben meerdere machines bekeken.
Uiteindelijk is het toch weer een Okuma geworden, waarvan we er al meerdere hebben staan. De machine moet in staat zijn onbemand en willekeurig verschillende producten door elkaar heen te frezen met behoud van hoge nauwkeurigheid, ongeacht de materiaalsoort. Doorslaggevend was de ervaring met de reeds bestaande machines. De Japanse machine-bouwers van Okuma hebben wat dat betreft een onverwoestbare reputatie: de apparatuur laat je nooit in de steek. En dat past weer bij hetgeen onze opdrachtgevers van ons verwachten: betrouwbare kwaliteit, altijd en op tijd.”
FTD BV
Nipkowlaan 24, Drachten
(0512) 531 489
www.ftd-bv.nl
www.gelderblom.nl
Arutech investeert in nieuw bewerkingscentrum
"Storingsongevoeligheid essentieel bij onbemande productie van grotere series."
De timing kon beter, achteraf gezien. Arjan Kuijper, actief in de metaalbewerking vanaf zijn vijftiende, zag in 2001 goede kansen voor een zelfstandig ondernemerschap. Pal voor een crisis die er ook in de metaalindustrie flink zou inhakken, investeerde hij in de eerste productiecapaciteit voor zijn bedrijf Arutech, gespecialiseerd in draai- en freeswerk. Inmiddels - en ondanks die crisis - heeft de in Nederweert gevestigde verspanend toeleverancier zich een eigen plaats verworven in de maakindustrie. Sterk in metalen én kunststof draai- en freesdelen in seriegrootten van 100 tot 10.000 stuks.

"In ons vak draait alles om efficiency," zegt Arjan Kuijper, hier bij de Genos M560 R-V van Okuma.
"Ik heb de crisis juist gebruikt om ons bedrijf als vernieuwend op de markt te profileren," zegt Kuijper. "Onder andere door te investeren in moderne bewerkingstechnologie waar anderen op de rem trapten. Ik zag mogelijkheden om productie efficiënter aan te pakken en daardoor concurrerende offertes uit te brengen. Alles draait nu eenmaal om efficiency in ons vak."
Met de aanschaf van het verticale bewerkingscentrum Genos M560 R-V van Okuma zet Arutech een kennelijk succesvol beleid voort. De machine, geleverd en geïnstalleerd door Okuma-importeur Gelderblom CNC Machines BV te Houten, wordt ingezet voor de productie van metalen (staal, roestvast staal, duplex, aluminium, titanium, messing enz.) en kunststof (POM Delrin, PVC, PP, PE, Nylon enz.) onderdelen. De fijnmechanische producten vinden onder andere hun weg naar afnemers in de machine- en apparatenbouw, meubelindustrie, agrarische sector, offshore en verpakkingsmiddelenindustrie.
De bewerkingsruimte; een modulair spansysteem maakt schakelen tussen verschillende seriegroottes en tussen kleine of grote werkstukken mogelijk. In bedrijf: de meettaster voor 'in process' kwaliteitsbewaking.
Efficiënte productie
Kwaliteit staat voorop bij de ISO-9001 gecertificeerde onderneming, laat Kuijpers partner Valerie van Diepe, in het bedrijf verantwoordelijk voor marketing en communicatie, weten. Dat blijkt uit de samenstelling van het machinepark, maar ook bijvoorbeeld uit de ingebruikname van CAD/CAM software van Inventor HSM (High Speed Milling). "Deze software zit in het hogere prijssegment, maar biedt ons net dat beetje extra om ons productieproces efficiënter uit te kunnen voeren. Zo wordt het niet alleen gebruikt voor het inlezen van klanttekeningen en de productie, maar ook voor de interne aanmaak van opspanmallen voor producten met een complexe vorm. "Voor de opspanning van producten (al dan niet in combinatie met een opspanmal) is het bewerkingscentrum uitgerust met een modulair spansysteem. Dit systeem maakt het werken met meerdere nulpunten mogelijk, wat onmisbaar is bij seriematige productie. Zo is het geschikt om snel te schakelen tussen verschillende seriegroottes en tussen kleine of grote werkstukken. Bovendien benut je hiermee de volledige Y-as van de machine."
Kuijper: "Door de steeds toenemende orderportefeuille werd begin van dit jaar duidelijk dat onze freescapaciteit aan uitbreiding toe was. Maar we wilden ook technologisch een stap vooruit zetten én het bereik vergroten. Met de Genos konden we dat waarmaken."
Het bereik in de X-as is opgevoerd van 700 naar 1050 mm. Het maximale spiltoerental van 15.000 komt de productiviteit ten goede, met name bij het frezen van aluminium en kunststof producten.
Vanwege de seriematige, onbemande productie is de machine uitgebreid met een Renishaw (OMP60) meettaster voor 'in process'-meting en een gereedschapbreuk-detectiesysteem. Zo wordt de kwaliteit tijdens het bewerkingsproces bewaakt en onnodige machinestilstand voorkomen. Zo kan bij gereedschapbreuk een zustergereedschap ingezet worden om onderbreking van de productie te voorkomen.
Streepje voor
Van Diepe: "Op draaigebied hakten we al eerder met dit automatiseringsbijltje: ons Okuma-draaimachinepark is volledig geautomatiseerd met stafaanvoeren , aangedreven gereedschappen en een subspil zodat we grote series draaiwerk efficiënt kunnen maken. Deze productieve werkwijze zochten we ook op freesgebied en zo kwamen we uit op de Genos."
Dat het een Okuma moest worden stond vanaf het begin vast. Kuijper is de eerste om toe te geven dat Okuma niet het enige A-merk is voor het type machine waarnaar hij op zoek was - merken die ook een hoge bewerkingsprecisie kennen (en daarmee de hoge repeteernauwkeurigheid die grote series vereisen).
Met de betrouwbaarheid op langere termijn heeft Okuma in Kuijpers visie wel een streepje voor. "We hebben hier een Okuma-draaimachine, type LR10-M, staan met 25 dienstjaren die nog altijd goede producten aflevert en werkt met een nauwkeurigheid van ±0,02 mm. Dan mag de investering misschien wat hoger uitvallen, op den duur ben je goedkoper uit. De jaarlijkse afschrijving is immers lager, de restwaarde juist hoger. Wat mij verder aanspreekt bij deze machines - en ik heb inmiddels vele jaren ervaring met dit merk opgedaan - is de ongevoeligheid voor storingen, een factor die mede de productiviteit bepaalt. Als je het gewone reguliere onderhoud in acht neemt, blijven deze machines het gewoon doen."
"Zodat we de afspraken die we met onze klanten hebben gemaakt, ook kunnen nakomen," vult Van Diepe aan. "De productiemachines vormen een essentiële schakel in de keten die een hoge leveringsbetrouwbaarheid garandeert."
www.arutech.nl
www.gelderblom.nl
Eshuis Metaal: met nieuwe machines excelleren als toeleverancier van kleine series en repeteerorders
Toeleverancier Eshuis Metaal, die recent drie Okuma-machines in gebruik nam, is geen bedrijf dat van alles aanpakt. De in Hardenberg gevestigde draai- en freesspecialist concentreert zich tegenwoordig op kleine en middelgrote series met een repeterend karakter, die worden geleverd aan het high end segment van de industrie: de hoogwaardige machinebouw, aerospace, mechatronica, medische techniek, oil & gas en petrochemie.

Raymond Sieljes (l.) en Marcel van Dijk bij de meest recente aanwinst, een MB 5000 horizontaal bewerkingscentrum van Okuma met palletpool.
"Dat is wel eens anders geweest," zegt directeur Marcel van Dijk, verantwoordelijk voor het financiële en technologische reilen en zeilen. "De eerste jaren na de oprichting in 1976 was deze onderneming sterk in grootserieproductie voor OEM'ers; het accent lag op onderdelen voor hydraulische systemen voor vrachtwagens en landbouwwerktuigen. Maar de tijden veranderden: uitbesteders brachten hun grote series steeds meer over naar lagelonenlanden. Daardoor kwam bij ons de nadruk steeds meer te liggen op complex en nauwkeurig draai- en freeswerk."
De bestaande productiestructuur was daarvoor echter niet optimaal ingericht, met name voor freeswerk. Eshuis had altijd met een vooruitziende blik geïnvesteerd in automatisering, bijvoorbeeld in productiecellen met twee bewerkingscentra en een robot voor werkstukbelading. Uitstekend voor grote series, maar niet flexibel en efficiënt genoeg voor onbemande productie van kleine series. Grijperwisselsystemen voor de robots en aanvoer van producten op palletsystemen waren reële opties. Ook beschikte Eshuis al over geavanceerde voorinstelapparatuur voor gereedschappen en een computerbestuurd gereedschapbeheersysteem. Maar de machines ontbeerden 'in process' kwaliteitsbewaking en het aantal posities in de gereedschapmagazijnen was veel te beperkt. De bewerking van producten van verschillende materialen, bijvoorbeeld aluminium en roestvast staal, vraagt veelal om gereedschappen met verschillende geometrieën en coatings. En voor een ononderbroken productie moeten 'zustergereedschappen' stand-by staan om tot inzet te komen als het actuele gereedschap de standtijd overschrijdt. Dergelijke uitgangspunten vragen om een royale gereedschapvoorziening. De just-in-time filosofie bij de afnemers zorgde daarnaast voor steeds meer repeterende orders. Het was dus duidelijk: om concurrerend te blijven diende Eshuis een switch te maken.

De twee bewerkingscentra voor de onbemande productie van kleine series. Links de machine met palletpool.
Palletpool
"Zo'n anderhalf jaar geleden besloten we tot een forse investering in flexibele automatisering," zegt Commercieel directeur Raymond Sieljes. "We hebben diverse merken vergeleken - waarbij opviel dat de prijzen elkaar niet veel ontlopen - en uiteindelijk gekozen voor drie Okuma-machines: twee horizontale bewerkingscentra van het type MB 5000 en een draaimachine van het type LB4000EXII. Belangrijk voor ons waren de leveringstijd, de ervaringen van gebruikers met dit type machines, de ondersteuning bij automatisering en de reputatie van de importeur, in dit geval Gelderblom.
De machines zijn geleverd in de periode van oktober 2014 tot mei 2015. De meest recent geïnstalleerde machine laat goed zien wat Eshuis voor ogen staat met flexibele automatisering. Het horizontale bewerkingscentrum is voorzien van een palletpool met tien pallets. Het gereedschapmagazijn biedt plaats aan 218 items, waaronder tastersystemen voor het 'in process' meten en bepaling van werkstuknulpunten. Een breukdetectiesysteem voorkomt kostbare machinestilstand.
Op de palletpool worden uiteenlopende producten klaargezet voor onbemande bewerking.
Lean productie
Het programmeren gebeurt op een aparte positie naast de machine. Bij het beladen van de palletpool met uiteenlopende producten beoordeelt de procesbewakingssoftware of er voldoende gereedschap aanwezig is en of dit aan de specificaties voldoet. De gereedschapwaarden worden vanuit het voorinstelapparaat via een netwerk in de machine ingelezen. Als de standtijd dreigt te worden overschreden wordt dit aangegeven. Met andere woorden: de software controleert of de productie doorgang kan vinden. Diezelfde software kan klantspecifiek worden aangepast, bijvoorbeeld met de eis om ieder vijfde product te controleren op maatvoering. Die aanpassingen kun je er later aan toevoegen en ook weer veranderen, wat een grote flexibiliteit geeft.
Van Dijk: "Met deze investeringen beschikken we over productiemiddelen om, overeenkomstig de filosofie waarmee we ons op de markt profileren, zo 'lean' mogelijk te produceren. Dat houdt in dat je in het begin vaak wat meer tijd en inspanning moet investeren opdat het proces bij vervolgorders voorspelbaar en efficiënt kan verlopen. Concreet: de juiste gereedschapcombinatie, voorinstellen van gereedschap, optimale bewerkingsparameters, spanmallen voor meervlaksbewerking, reductie van de instelprocedures enzovoort. Uiteindelijk zorgt dat voor een combinatie van kwaliteit en kostenvoordeel waarmee je een sterke concurrentiepositie verwezenlijkt. Het is een langetermijnvisie: door in het begin in de klant te investeren, bouwen we een speciale relatie op die hem ertoe zal aanzetten - zo is onze ervaring - om ook vervolgorders bij ons onder te brengen."
Sieljes: "Met de nieuwe machines kunnen we al onbemand werken. Het streven is 5.000 spiluren per jaar per machine. Met de draaibank hebben we de maximale werkstukdiameter van 300 naar 450 mm gebracht en met een nieuw gereedschapwisselsysteem (Capto) de omsteltijden gereduceerd. Al met al zijn we nu veel beter voorbereid op het type productie waarmee we ons op de markt willen onderscheiden."

Met de investering in een LB4000EXII draaimachine van Okuma heeft Eshuis de maximaal te bewerken draaidiameter aanzienlijk vergroot.
www.gelderblom.nl
www.eshuis-metaal.nl
Verhuizing Nefit Industrial was 'goed geoliede' operatie
De verhuizing van een productiebedrijf naar een nieuw onderkomen is een ingrijpende gebeurtenis die om een perfecte regie vraagt. Denk alleen al aan de machines die opnieuw moeten worden geïnstalleerd en dan geacht worden minstens dezelfde prestaties te leveren als voorheen. Het is ook een prima gelegenheid om ingeroeste procedures eens kritisch tegen het licht te houden. Zo ging het ook bij Nefit Industrial uit Deventer.

Op het nieuwe FMS-systeem zijn vijf bestaande Okuma-bewerkingscentra (vier MA400HA en een MA40HA) aangesloten.
Nefit Industrial is toeleverancier van al dan niet bewerkte serieproducten van wit smeedbaar gietijzer. Een tweede kernactiviteit is de productie en verkoop van fittingen. Tot de opdrachtgevers behoren gerenommeerde nationale- en internationale bedrijven in de automobiel-, verwarmings- en landbouwmachine-industrie alsmede de bouw, installatiebranche en nutsbedrijven. Met ruim 50 jaar ervaring heeft de onderneming zich ontwikkeld tot een vooraanstaande hightech producent op de Europese markt. Voortdurend wordt geïnvesteerd in technologie, automatisering en opleiding van de medewerkers.
De draaimachines en bewerkingscentra in de verspanende afdelingen zijn overwegend van het fabricaat Okuma, geleverd door de Nederlandse vertegenwoordiger Gelderblom uit Houten. Het lag dan ook min of meer voor de hand dat de importeur, met alle kennis van opbouw, aansluiting, inregeling en opnieuw opstarten, het machinegedeelte van de verhuizing voor zijn rekening zou nemen. Aldus geschiedde: Gelderblom verzorgde de complete overheveling van de verspanende afdeling ruim binnen de gestelde termijn. Voor de reiniging van de machines tekende PH Plus Solution te Haps. Automatiseerder Fastems zorgde voor een complete update van de FMS-installatie. De eindverantwoordelijkheid lag echter bij Gelderblom. Een belangrijke vernieuwing in het kader van de verhuizing vormde de introductie van een nieuw koelsmeermiddel van Zeller+Gmelin, geleverd door Lubes Industries te Lochem.

Remco Roesink (l.) van Nefit Industrial en Evert Rook van Lubes Industries voor het centrale mengsysteem van waaruit de diverse FMS-machines via een leidingstelsel van het nieuwe koelsmeermiddel Zubora 65 H Ultra worden voorzien.
Minimale productieonderbreking
"Het nieuwe onderkomen is een flinke stap vooruit," zegt Remco Roesink, manager van de verspaningsafdeling. "Tot na de zomer van het vorig jaar zaten we op één complex en liepen sommige afdelingen dwars door elkaar. Dat was niet erg werkbaar en vandaar de verhuizing. Die is tamelijk vlekkeloos verlopen. Een deel van de productie is uitbesteed en in plaats van het bestaande FMS-systeem over te brengen hebben we geïnvesteerd in een nieuwe installatie. Daardoor bleef de onvermijdelijke productieonderbreking beperkt en konden eind december de activiteiten hervat worden. Onze klanten hebben nauwelijks hinder ondervonden en onze eigen medewerkers konden 'gewoon' op vakantie. Dat was ook te danken aan een strak stappenplan dat we samen met Gelderblom opstelden, met alle details zoals de volgorde van afkoppelen, reinigen en opbouw van de FMS-machines, de stand-alone machines en de vier gerobotiseerde productiecellen, die overigens ook zijn voorzien van Okuma-draaimachines."
De investering in een nieuwe FMS-installatie was mogelijk omdat geen van de aangesloten Okuma's vervangen moest worden, hoewel enkele er al de nodige dienstjaren op hadden zitten. "Achteraf een goede keuze," zegt Roesink. "Niet alleen doordat we daardoor onze totale stilstandtijd sterk konden beperken, maar ook omdat we nu over een hoogwaardig flexibel productiesysteem beschikken dat werkt met de nieuwste software en met machines die volledig aan de specificaties qua productiviteit en precisie voldoen."

Ook de meeverhuisde robotcellen zijn voorzien van Okuma-machines voor bewerking van gietijzeren producten.
Plakprobleem
Een andere belangrijke vernieuwing in het kader van de verhuizing betreft de keuze van een nieuw koelsmeermiddel. Vanuit een centraal mengsysteem wordt het koelsmeermiddel naar de vijf Okuma machines van het nieuwe FMS-systeem overgebracht. Daarbij is gekozen voor een nieuw type koelsmeermiddel, Zubora 65 H Ultra van het Zuid-Duitse Zeller+Gmelin. Als leibaanolie wordt Divinol T6 EP ISO 68 van dezelfde fabrikant ingezet zodat een onderlinge optimale afstemming gewaarborgd is. Zeller+Gmelin (opgericht in 1866, ruim 800 medewerkers) wordt in ons land vertegenwoordigd door Lubes Industries te Lochem.
Roesink: "In de oude situatie hadden we al geruime tijd te kampen met gereedschappen die bleven plakken in het kettingmagazijn of de machinespil door het gecombineerde effect van warmte en druk op het synthetische smeermiddel dat we gebruikten."
Het nieuwe product is vrij van stoffen zoals nitriet, chloor, secundaire amine, formaldehyde-afscheidende stoffen en boorzuur. Ook is Zubora 65 H Ultra geheel vrij van bactericiden en dicyclohexylamine (DCHA). De stabiliteit van het middel is zeer goed; het houdt machines, gereedschappen en wisselaars schoon evenals de producten en laat geen kleverige laag achter. De universele koelsmeerstof is inzetbaar voor alle materialen (gietijzer, titanium, aluminiumlegeringen voor luchtvaarttoepassingen enz.) en geschikt voor ultra clean productie.
Roesink: "Voor ons is het arbo-aspect een van de drie criteria die de keuze voor een koelsmeerstof bepalen; de andere zijn de technische prestaties - in termen van gereedschapstandtijden, oppervlakteruwheid en corrosiewering - en de kosten."
Zeller+Gmelin heeft zijn jarenlange ervaring en kennis op het gebied van koelsmeerstoffen in het half-synthetische Zubora 65 H Ultra gestoken, dat, bevestigt Roesink, de machines inderdaad schoner houdt en rubberdelen niet aantast. Het plakprobleem behoort tot het verleden en de medewerkers rapporteren geen klachten zoals eczeem en huidirritatie. De prijs ligt op een normaal niveau, maar de gebruikskosten zijn lager. "We hoeven de machines nog maar één keer per jaar grondig te reinigen vanwege gietijzerbezinksel e.d., in plaats van twee maal zoals vroeger. Mede daardoor zijn we, per saldo, goedkoper uit," concludeert Roesink.

Voorbeeld van een onbewerkt gietproduct.
www.gelderblom.nl
www.lubes-industries.nl
CF Techniek versterkt CNC-afdeling met opnieuw een Okuma-draaimachine
Over het draaien van schroefassen voor de aandrijving van schepen hoef je de medewerkers van CF Techniek, gevestigd in het Zeeuwse Krabbendijke, niets meer te vertellen. Het is een bewerking die, anders dan soms gedacht wordt, veel vakmanschap vereist, onder andere omdat bij de bewerkingen inwendige spanningen vrijkomen en omdat de lange assen door hun eigen gewicht doorbuigen en op nauwkeurig bepaalde punten ondersteund moeten worden. CF Techniek beschikt echter over meer dan driekwart eeuw ervaring, kundige verspaners en over een uitgebreid machinepark voor alle voorkomende verspanende bewerkingen. Onlangs werd het Okuma-segment hierin uitgebreid met een nieuwe draaimachine voor grotere werkstukken, voorzien van een revolver met aangedreven gereedschappen.

Alexander Davidse bij de nieuwe aanwinst: ...technologische stap vooruit gezet...
Voor de echt grote series moet je niet bij CF Techniek zijn: de onderneming excelleert in verspaningstechniek en motorenrevisie, waarbij het accent ligt op enkelstuks tot kleinserieproductie (10 à 20 stuks). De klanten zijn vooral te vinden in de maritieme sfeer - scheepsbouw, offshore, overslagbedrijven e.d. - en daarnaast in andere sectoren, zoals de procesindustrie en landbouwmechanisatie. De onderneming, die in 1937 van start ging als eenmansbedrijf, heeft inmiddels landelijk een bekende naam gekregen met klanten als Damen Shipyards, van Os Yerseke, Reimerswaal, Fugro en ECT. Een sterk punt van de onderneming is, naast een flexibele opstelling richting afnemers en een consistent hoog kwaliteitsniveau, de mogelijkheid om vrijwel alle bewerkingen - naast draaien (inclusief carrouseldraaien en kotteren) en frezen ook spiebaansteken, schaven, steken en slijpen - onder één dak uit te kunnen voeren. Alleen behandelingen zoals harden en chromateren worden uitbesteed.
Rotorassen
De bewerking van assen vormt een belangrijke activiteit. CF Techniek legt de lat hoog, met maximale lengten tot 9000 mm, een maximale diameter van 1200 mm en een gewicht tot 10 ton. Een apart specialisme vormen de rotorassen voor (meestal grote) elektromotoren, die over een lengte van 1500 mm geen grotere rechtheidsafwijking dan 0,02 mm mogen vertonen.
De dertig medewerkers zijn gelijkelijk verdeeld over de beide afdelingen Verspaningstechniek en Motorenrevisie, die overigens intensief samenwerken. Begin 2014 werd het familiebedrijf CF Techniek, met behoud van eigen naam, overgenomen door Catpower Beheer BV te Yerseke.

De bewerkingsruimte van de Space Turn LB 4000 EX met linksvoor de numeriek bestuurbare bril voor de ondersteuning van assen.
Technologische stap vooruit
De aard van de productie brengt met zich mee, legt werkvoorbereider Alexander Davidse uit, dat automatisering moeilijk is door te voeren. Veel werk, met name als het gaat om revisie, wordt verricht op de goed onderhouden conventionele machines die veelal voorzien zijn van digitale uitlezingen en in een enkel geval zelfs omgebouwd zijn voor numerieke besturing. Daarnaast neemt het aandeel van de CNC-machines gestaag toe. Met de laatste investering in een Space Turn LB-4000 EX draaicentrum beschikt CF Techniek nu over vijf Okuma draaimachines. De oudste daarvan, een LS 30 draaibank, dateert van 1984 maar functioneert volgens Davidse nog prima.
"Wij hadden ook nog een draaibank die in '83 is geleverd en die dagelijks werd ingezet voor de productie van rotorassen. De nieuwe machine vervangt deze bank omdat we ons realiseerden dat bij een storing - niet zo heel onwaarschijnlijk bij een machine van deze leeftijd - onze leveringsbetrouwbaarheid onder druk zou komen. Tegelijk zetten we qua technologie een stap vooruit, want de revolver is voorzien van aangedreven gereedschappen. Ja, ik weet dat dat voor veel bedrijven niet geldt als een spectaculaire innovatie, maar hier moest ik medewerkers overtuigen van de voordelen, namelijk de mogelijkheid om meer bewerkingen in één cyclus uit te voeren zoals het boren van gaten, het aanbrengen van platte vlakken en het frezen van spiebanen. Dat zorgt voor kortere omsteltijden en een hogere nauwkeurigheid. Van de aanvankelijke twijfel bij de vraag: wel of niet aangedreven gereedschap, is sinds de machine in bedrijf is, inmiddels weinig over, kan ik melden."
Met de LB 4000 EX uit de 'Space Turn' familie, voorzien van de eigen OSP-P300L besturing van Okuma, is CF Techniek in staat om werkstukken zoals assen met een lengte tot 1500 mm en een diameter tot 430 mm met een hoge oppervlaktekwaliteit compleet te bewerken. De snelheid van de machine komt onder andere tot uiting in de ijlgangen van 25 en 30 m/min (voor de X- en de Y-as) en het traploos regelbare spiltoerental van 42 tot 4200 omw/min. De revolver heeft 12 stations en is bidirectioneel (gaat via de kortste weg naar de volgende bewerkingspositie). Aan de spil staat een vermogen van 30 resp. 22 kW (20 minuten resp. continu) ter beschikking en een maximaal koppel van 700 Nm.
De gereedschaprevolver met twaalf posities voor aangedreven gereedschappen.
Van Okuma heeft CF Techniek de meeste machines, de ervaring ermee omvat meerdere decennia en de medewerkers zijn vertrouwd met de besturing - toch was de keuze voor opnieuw een Okuma draaimachine geen automatisme, zegt Davidse. Er is wel degelijk gekeken naar alternatieven, met speciale aandacht voor prijs en bedieningsgemak. "Maar toen we alles op een rijtje hadden, waren er twee zaken die de doorslag gaven. De ene was het besturingsargument: je wilt in de CNC-afdeling zoveel mogelijk met één type werken, waardoor de medewerkers makkelijk kunnen rouleren. Het andere was minstens zo belangrijk: onze ervaring dat de Okuma's praktisch storingsongevoelig zijn. We hebben de afgelopen tien jaar niet meer dan een paar duizend euro uitgegeven aan onvoorziene reparatiekosten."

In de werkplaats zijn de Okuma's prominent aanwezig.
www.cftechniek.nl
www.gelderblom.nl
Gelderblom leent professionele draaimachine uit aan technisch opleidingsinstituut RTC te Hardenberg
"De praktijk leren op een eigentijdse machine."
Op een state-of-the-art draaimachine van het Japanse A-merk Okuma worden de leerlingen van het Regionaal Techniek Centrum (RTC) te Hardenberg sinds kort in de fijne kneepjes van het verspaningsvak ingewijd. De machine is op leenbasis, kosteloos, ter beschikking gesteld door Okuma-importeur Gelderblom CNC Machines te Houten. "Een mooie manier om een gemeenschappelijk belang in te vullen," zegt RTC-voorzitter (en directeur van lidbedrijf Romit uit Dedemsvaart) Auke Sjoerd Tolsma. "De maakindustrie kan niet zonder jonge mensen die het vak op eigentijdse productiemiddelen onder de knie krijgen, en de importeur verwerft naamsbekendheid."
V.l.n.r.: Raymond Sieljes (bestuurslid RTC), Auke Sjoerd Tolsma (Voorzitter RTC) en Martin Westerveld (Gelderblom) bij de Genos L300M draaimachine.
Regionaal vakmanschap
Het is geen tweedehandsje, en ook geen onderwijsmachine. De Genos L300M zou in geen metaalwerkplaats misstaan. Met één meter tussen de centers, een Ø 250 mm klauwplaat en een 12-positie gereedschaprevolver, geschikt voor aangedreven gereedschap, beschikt de metaalopleiding van het RTC de komende jaren over een moderne productiemachine waarmee complexe draaionderdelen compleet met freesbewerkingen kunnen worden vervaardigd. Een voorbeeld, om niet te zeggen schoolvoorbeeld, van doelmatig en praktijkgericht onderwijs.
Behoud van regionaal vakmanschap is kort omschreven de reden dat het RTC vier jaar geleden werd opgericht op initiatief van De Koepel, een samenwerkingsverband van ondernemers in en rond Hardenberg. De bestaande opleiding kon daar niet in voorzien: het aantal jongeren dat voor de regionale metaalbedrijven beschikbaar kwam, was op de vingers van één hand te tellen.
Raymond Sieljes, bestuurslid (en commercieel directeur van lidbedrijf Eshuis te Hardenberg): "Veel leerlingen van het ROC gingen later naar het MBO in Zwolle en vonden daarna een baan ergens in het land. Daarmee waren ze voor de streek verloren, terwijl hier best veel metaalbedrijven zijn, vooral toeleveranciers."
De bewerkingsruimte van de draaimachine, die geschikt is voor werkstukken met een lengte tot 1000 mm en een diameter tot 300 mm.
Omslag
Met de vergrijzing in het vooruitzicht, was dat een onrustbarende ontwikkeling, vooral op de wat langere termijn. De minimale 'uitstroom'-behoefte lag voor de regio 'Vechtdal' - van Noord-Oost Overijssel tot Zuid-Drenthe - op enkele tientallen.
Tolsma: "Het schortte aan interesse bij de jeugd. Techniek heeft, overigens onterecht, sowieso te kampen met een slechtimago. Zonder voldoende vakmensen redden we het echter niet, verdwijnt het werk naar lagelonenlanden. Maar in 2009 kwam met de crisis ook een zekere omslag: een technische opleiding bleek een garantie tegen dreigende naschoolse werkeloosheid. We leiden nu 155 jongeren op, in vier richtingen: metaal, bouw, installatietechniek en procestechniek. De metaalafdeling, die opleidingen verzorgt voor metaalbewerker, verspaner en allround verspaner, telt inmiddels 67 leerlingen, die hier twee dagen per week praktijk- en theorielessen volgen, die ze de overige dagen van de week bij de aangesloten bedrijven kunnen toepassen. Er is ruimte en ook noodzaak voor verdere groei."
Sieljes: "De deelnemende bedrijven zijn tot op zekere hoogte elkaars concurrenten, maar de oprichting van het RTC heeft geleerd dat ze op bepaalde terreinen ook goed kunnen samenwerken in een netwerk. Dat tilt de metaalindustrie van de regio op een hoger plan. Er kunnen overigens nog lidbedrijven bij, ook het aantal opleidingsplaatsen kan wat ons betreft verder worden uitgebreid."
Om dat te bereiken timmert het instituut behoorlijk aan de weg, voegt Tolsma toe. Er zijn presentaties op regionale VMBO's en MBO’s, basisscholen bezoeken technische bedrijven in de week van de techniek, groepen zijn welkom op open dagen en er wordt aandacht gevraagd in de lokale media.

Gerard Rolleman (instructeur van Gelderblom) en André Heijne (praktijkdocent RTC Metaal) programmeren een werkstuk aan de machine.
Er is een streven om de kwaliteit van de opleiding verder te verbeteren. Het RTC leidt leerlingen op tot de vakmensen waar vraag naar is, zowel op het niveau BBL2 (basisberoepsopleiding) als niveau BBL3 (allround vakkracht).
Martin Westerveld, vertegenwoordiger van Gelderblom voor Oost-Nederland: "Voor de bedrijven ligt het accent in de vraag op niveau BBL3. Dat houdt onder andere in dat de leerlingen ervaring met verspanen en programmeren op CNC machines moeten opdoen. Het RTC had een paar machines met numerieke besturing, maar dat waren typische onderwijsmachines en beslist niet eigentijds. In de contacten met onder andere Raymond Sieljes, die liet weten dat het RTC al geholpen zou zijn met een kleine tweedehands machine, stelde Gelderblom voor om dan maar gelijk te gaan voor een nieuwe draaimachine met een behoorlijke capaciteit, op leenbasis, voorlopig voor een periode van drie jaar, met alle noodzakelijke begeleiding, training en onderhoud. Plus twee programmeerplekken. Met de besturing van de machine op de pc, zodat meerdere leerlingen het programmeren kunnen volgen."
Sieljes: Het is fantastisch dat een leverancier als Gelderblom met het A-merk Okuma een initiatief als het RTC op deze wijze wil en kan ondersteunen. Het toont dat de metaalindustrie in de regio Hardenberg er nationaal gezien toe doet. Met het RTC willen we onze positie verder versterken.
www.rtc-hardenberg.nl
www.gelderblom.nl
"Betrouwbaarheid machines op langere termijn spreekt ons aan."
Een toeleverancier van seriematig draai- en freeswerk heeft bij de investering in nieuwe machines in principe de keuze uit twee opties. Ofwel hij kiest voor een relatief goedkope machine die zes, zeven jaar meegaat en dan het einde van zijn technische levensduur bereikt. Ofwel hij opteert voor een duurdere machine met een aanzienlijk langere technische levensduur. Abrahams Metaalbewerking uit Weert geeft duidelijk de voorkeur aan laatstgenoemde aanpak. "Onze werkplaats, met bijna alleen Okuma-machines, getuigt ervan," zegt eigenaar-directeur Richard Cornet. Met de recente investering in een Genos verticaal bewerkingscentrum van Okuma werd de traditie voortgezet.

Richard Cornet: "Wat ons bij Okuma aanspreekt is de zekerheid dat de toleranties worden aangehouden, ook bij onbemande productie, en dat de betrouwbaarheid op lange termijn gegarandeerd is."
Cornet: "Als je in machines investeert voor de lange termijn, dan moet je wel een idee hebben hoe je bedrijf zich in de toekomst ontwikkelt. Die onzekerheid is echter af te dekken door universeel inzetbare machines te kopen. Een ander punt is dat de bewerkingstechnologie zich over de jaren ontwikkelt en de eisen toenemen. Je kunt dus achterop raken. Dat kun je enigszins ondervangen door uit te gaan van machines die op het moment van aanschaf tot de technologische voorhoede behoren. Aan de andere kant ben je veel voordeliger uit: hoewel de machines in aanschaf duurder zijn, schrijf je per jaar veel minder af en ben je minder kwijt aan uitval, controle en onderhoud. Wat ons bij Okuma aanspreekt is de zekerheid dat de toleranties worden aangehouden, ook bij onbemande productie, en dat de betrouwbaarheid op lange termijn gegarandeerd is."
Het kortgeleden in gebruik genomen verticale bewerkingscentrum, type Genos M560R-V, staat model voor dit investeringsbeleid. Het is state-of-the-art in die zin dat het hoge nauwkeurigheden en ijlgangen combineert met de geavanceerde besturingstechniek van de OSP-P300 besturing van Okuma. Het vervangt een MCV4 bewerkingscentrum van het Japanse merk dat er 25 jaar trouwe dienst op heeft zitten.
Bewerkingsruimte van de Genos M560R-V met linksachter op de werkstuktafel een gereedschapbreukcontrolesysteem.
Brede afzetmarkt
Richard Cornet nam het stuurwiel in 2007 over van Will Abrahams die de onderneming in 1995 in het Limburgse Stramproy oprichtte. Een snelle expansie noodzaakte tot twee keer toe een overstap naar een ruimere behuizing: via Maarheeze kwam het ISO-gecertificeerde bedrijf ten slotte in Weert terecht. "Als nieuwe eigenaar viel ik, zo aan de vooravond van de jarenlange economische crisis, gelijk met mijn neus in de boter," blikt bedrijfskundige Cornet terug. "Maar we zijn deze tijd toch redelijk goed doorgekomen. Wellicht omdat onze afnemersmarkt, geografisch gesitueerd binnen een straal van ruwweg 200 km rond Weert in Nederland, België en Duitsland, behoorlijk breed is. We leveren als fijnmechanische specialist onze draai- en freescomponenten aan fabrikanten van industriële liften en trailers, aan de verpakkings- en foodsector, de ventilatie-industrie, de petrochemie en de medische sector. Heel divers dus, en we zijn ook niet eenkennig wat de seriegrootte betreft - enkelstuks tot duizenden - en de verwerkte materialen: staal, roestvast staal, aluminium, kunststof, titanium, gereedschapsstaal enzovoort."
Een deel van de activiteiten van het toeleveringsbedrijf wordt verricht voor de andere onderneming van Richard Cornet, GPG Horse Suspensions, fabrikant van verende stijgbeugels. Cornet bedacht een stijgbeugel met ingebouwde schokdemper, die extra comfort biedt en zowel bij het paard als zijn berijder gewrichtsklachten voorkomt. Het product verwierf een 13e plaats op de MKB Innovatie Top 100 in 2010. En de 1e plek in Limburg.
Abrahams Metaalbewerking streeft ernaar de klant zodanig te ontzorgen dat deze voor uiteenlopende werkzaamheden maar één aanspreekpunt heeft. Daartoe wordt voor eventuele lasbewerkingen en oppervlaktebehandelingen (incl. harden) samengewerkt met lokale partners, en voert het bedrijf zelf het nodige assemblagewerk uit. "De klant kan zich zodoende blijven richten op zijn kernactiviteiten," zegt Cornet. "We denken mee over het productieproces bij onze afnemers met als doel producten zo goed en functioneel mogelijk te maken, tegen de beste prijs."

Okuma-machines zijn prominent aanwezig in de werkplaats van Abrahams Metaalbewerking.
Draaien en frezen
Korte cyclustijden, vakmanschap en automatisering vormen het technisch fundament van de werkplaats. Het 'Okumachinepark' van Abrahams Metaalbewerking omvat inmiddels negen exemplaren met onder meer een 7-assige, multifuncionele Twinstar LT300-MY voor de onbemande productie van complexe werkstukken. Ook de LT10 MY en de twee LU-15 M machines verenigen draaien en frezen in één machine, zoals bekend een concept dat zorgt voor korte bewerkingstijden en bespaart op stel- en inzettijd. 'Multitasking'-machines reduceren bovendien het aantal opspanningen voor diverse bewerkingen, wat de precisie van het eindproduct ten goede komt. Alle aspecten van de moderne draaifreestechnologie zijn in het arsenaal vertegenwoordigd: gelijktijdige bewerking van twee kanten van een werkstuk, aangedreven gereedschappen, excentrische bewerking met een Y-as, automatische werkstukaanvoer vanuit een staflaadmagazijn enz. De nieuwe Genos M560R-V breidt de opties verder uit: de machine heeft naast de gebruikelijke drie assen van een standaard bewerkingscentrum een extra rotatie-as heeft voor het uitvoeren van complexe taken.
Uniformiteit
De gereedschapwisseltijd is slechts 3,5 seconde, veel sneller dan de 20 seconden van zijn voorganger, het MCV4 bewerkingscentrum. Samen met de ijlgangen - 40, 40 en 32 m/min voor resp. de X-, Y- en Z-as - de maximale spilsnelheid van 15.000 omw/min en het hoge koppel van bijna 200 Nm heeft Abrahams er een machine bij die vooral bij grote series van producten met korte cycli tot zijn recht komt. Daarnaast is het bereik in de X-richting een pluspunt. Het bereik van de X-as is namelijk 1.050mm. Veel machines hebben een bereik tot omstreeks 900 mm, waardoor je grotere producten moet opschuiven, wat ten koste gaat van de nauwkeurigheid.
Cornet: "Keuze voor één machinemerk biedt uniformiteit, ook qua besturingstechniek, uitwisselbaarheid en één aanspreekpunt voor de service en bij storing. Wij zijn zeer tevreden met de dienstverlening door de importeur, Gelderblom, en met het feit dat het Europese servicecentrum van Okuma om de hoek, in Krefeld, gevestigd is. Je legt je wel voor langere tijd, misschien decennia, vast. Toen ik het bedrijf zeven jaar geleden overnam, was zo'n duidelijke keuze gemaakt; ik heb nog geen reden gevonden om een andere richting in te slaan."
www.abrahamsmetaal.nl
www.gelderblom.nl
MMI gaat voor complexe bewerking en manarme productie
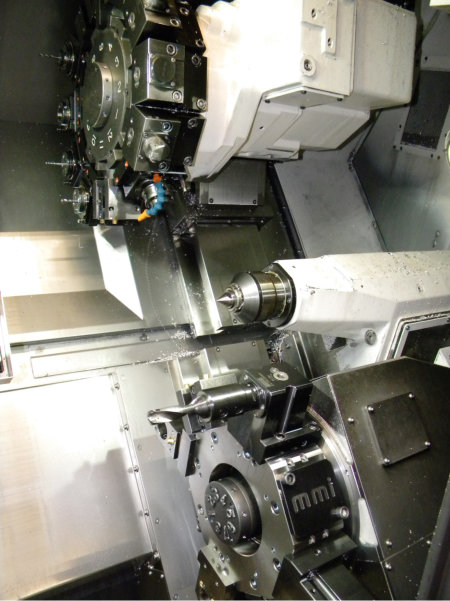
De Venrayse toeleverancier MMI (Machine Metaal Industrie) zet steeds meer in op machines die producten in één keer kunnen draaien én frezen, en op manloze, althans manarme productie. Begin van dit jaar werden in dat kader drie combinaties van Okuma draaimachines met robots voor automatische werkstuk toe- en afvoer in gebruik genomen. Importeur Gelderblom CNC Machines te Houten tekende voor de turnkey levering.

Edwin Coppus bij een van de twee nieuwe LT3000 EX-MY draaimachines: "We gaan steeds meer de richting op van manarme productie."
Het Okuma-arsenaal van MMI omvat nu zeven draaimachines en vijf bewerkingscentra. Nieuwkomers in het machinepark zijn een tweetal LT3000 EX-MY draaimachines, waarvan één werkt met hogedrukkoeling (80 bar) en één LU3000 EX-MY draaimachine, eveneens uitgerust met hogedrukkoeling. MMI continueert daarmee het jaren geleden ingezette forse investeringsbeleid. De onderneming kende alleen in het eerste jaar van de economische crisis een kleine dip.
Directeur Edwin Coppus: "De beide LT'ers zijn uitbreidingsinvesteringen, de LU3000 vervangt een bestaande draaibank. De machines zijn compleet met robots van Robojob als turnkey-project geleverd en geïnstalleerd door Gelderblom. Hoewel 24/7-productie hier nog niet de standaard is, gaan we steeds meer de richting op van manarme c.q. manloze productie. Automatische werkstukbelading met robots is voor ons bedrijf, dat veel middelgrote, verschillend gevormde onderdelen maakt, de aangewezen oplossing. De LT3000 draaimachines zetten we in voor grote series onderdelen met een maximale diameter van 350 mm, tussen 1000 en 100.000 stuks per jaar."

De robot pakt een nieuw werkstuk voor bewerking op bij de LU3000 EX-MY draaimachine.
Certificatie
MMI, met ca. 37 medewerkers, bewerkt eenvoudige tot zeer nauwkeurige en complexe onderdelen van diverse materialen: aluminium, staal, roestvast staal, messing, kunststof enz.; een kernactiviteit vormt de verspanende bewerking van grotere gietwerkonderdelen. Afnemers zijn onder andere te vinden in de automobiel- en vrachtwagenindustrie, de agri-sector, de offshore, de gasindustrie (gasafsluiters), de foodsector, de glas- en de verpakkingsindustrie. Een steeds groter deel van de omzet wordt bij buitenlandse afnemers behaald.
Sinds 2010 is de onderneming ISO TS 16949-gecertificeerd. Dit staat voor strenge kwaliteitscriteria die voor de automobielindustrie en enkele andere branches vereist zijn. Ondernemingen die toeleveren aan automotive-fabrikanten, moeten hieraan voldoen, anders zijn ze 'out of business'. Naast kwaliteit vormt duurzaamheid een focuspunt bij MMI. Op allerlei manieren (LED-verlichting, energiebesparende warmtebronnen, frequentiegeregelde compressor, terugwinning van compressorwarmte, dakisolatie volgens de laatste standaard enz.) streeft het bedrijf naar energiebesparing en vermindering van de milieubelasting.
Automatisering is al vele jaren het hoofdmotief binnen het investeringsbeleid. Belangrijkste argumenten, het tekort aan vakmensen op de arbeidsmarkt en de noodzaak tot opvoeren van het spilrendement. Zo werd al in 2005 besloten om twee Okuma bewerkingscentra op te nemen in een flexibel productiesysteem met een palletmagazijn en laadstations, waarbij het interne transport geregeld wordt door een 'stacker crane'-robot. Een miljoenenproject, dat zich inmiddels heeft bewezen.
Ook de ingebruikname van de drie draaimachines met robots dit jaar moet in dat licht worden gezien. De units worden ingezet als 'onbemande cellen' voor productie van middelgrote tot grote series. De LT-draaimachines zijn uitgerust met twee spillen en twee gereedschaprevolvers (turret). De optimale 'samenwerking' tussen deze onderdelen resulteert in drastische reductie van de cyclustijden, vooral wanneer de gereedschappen van beide turrets simultaan worden ingezet bij bewerking van een werkstuk op één spil. De gecombineerde inzet van twee gereedschappen die gelijktijdig hetzelfde werkstuk bewerken ('assist cutting') verkort de snijtijd. Door gelijktijdige bewerking van twee onderdelen, meervoudige bewerking met aangedreven gereedschap en gecombineerde bewerkingen op één spil is de totale productietijd slechts een fractie van de tijd nodig op een conventionele machine. De LU3000 draaimachine is ook uitgerust met dubbele revolvers en een programmeerbare losse kop als speciale optie. Dit resulteert bij het klemmen van werkstukken in extra stabiliteit en daarmee precisie.
Bewerkingsruimte van de LU3000 met twee revolvers (voor aangedreven gereedschap) en de programmeerbare losse kop (rechts).
Alle drie de machines zijn bovendien voorzien van drie door Okuma zelf ontwikkelde verbeteringen op het gebied van verspaningstechnologie, die bekend staan onder de afkortingen CAS, TFC en MN. CAS staat voor Collision Avoidance System, een systeem dat beschermt tegen botsingen en zorgt voor een grote reductie van de insteltijden, met name bij complexe bewerkingen. Met CAS kan de besturing, met realtime simulatie, op interferentie controleren om de machine te stoppen voordat er ook maar iets beschadigt. TFC (Thermo Friendly Concept) is een combinatie van machineconstructie, sensor- en besturingstechniek met als doel het verhogen van de thermische stabiliteit en daarmee het garanderen van de precisie binnen nauwe grenzen. MN tenslotte is de afkorting van 'Machining Navi', een samenstel van operator-ondersteunende voorzieningen die zijn gericht op het onderdrukken van trillingen.
Download het artikel over Maverick Valves Manufacturing in pdf formaat.
"IGS GeboJagema: 'multitasking' is compleet nieuwe bewerkingstechnologie
Toen de fabrikant van high precision matrijzen IGS GeboJagema enkele maanden geleden een 'multitasking' machine van Okuma in gebruik nam, had het bedrijf al voor miljoenen geïnvesteerd in automatisering van de onderdelenproductie. De werkplaats in Eindhoven is een uitstalkast van gerobotiseerde productiecellen met bewerkingscentra uit het topsegment van de markt. De werkstukken, veelal matrijsonderdelen, worden in kleine series met hoge precisie vervaardigd, 24 uur per etmaal, zeven dagen per week. "Toch ontbrak er nog iets," zegt Hans Arts, Hoofd Sales & Marketing. "We hebben hier onderdelen die vier, vijf bewerkingen moeten ondergaan: draaien, frezen, boren, slijpen, draadvonken... Hoe nauwkeurig de afzonderlijke machines ook zijn, door van de ene naar de andere bewerking te gaan, met steeds opnieuw opspannen, sluipt er dan toch onnauwkeurigheid in het werkstuk. De Okuma Multus B300-II W stelt ons in staat alle, of bijna alle bewerkingen, in één bewerkingsafloop uit te voeren. Daardoor kunnen we blijven voldoen aan de toenemende precisie-eisen die enkele van onze belangrijkste klanten aan ons stellen."

Arts spreekt zelf van een compleet nieuwe bewerkingstechnologie, vergelijkbaar met bijvoorbeeld de opkomst van het vonkverspanen enkele decennia geleden. "Multitasking is meer dan draaien met een extra freesmogelijkheid," zegt hij. "Het is een geïntegreerde bewerking, waarbij in dit geval 11 assen simultaan samenwerken om in een minimale tijd uit een ruw cilindrisch stuk staal een complex gevormd precisieonderdeel te vervaardigen met een hoge oppervlaktekwaliteit. Alleen het draadvonken blijft voor sommige bewerkingen de enige optie, maar dan hoeven we toch minder op te spannen."
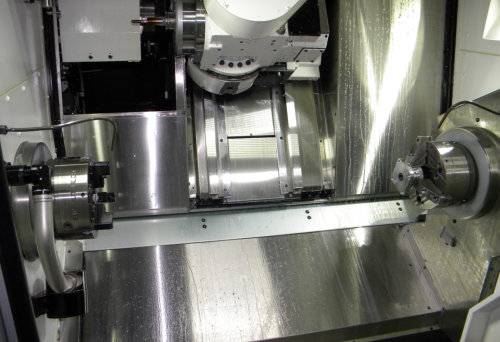
IGS GeboJagema, dat ca. 95% van zijn jaaromzet in het buitenland haalt, is geen uitvoerder van tekeningopdrachten, benadrukt Arts. Badinerend: "Voor ons is het bouwen van de matrijs eigenlijk een hobby." Arts wil ermee aangeven dat de gereedschapmaker zich committeert aan het gehele proces, van ontwerp tot en met de aflevering en verder. "Onze toegevoegde waarde zitten aan het begin en het eind. In nauw overleg met de klant wordt het matrijsontwerp gemaakt en geoptimaliseerd, zowel qua maakbaarheid als kostentechnisch. Nadat de matrijs is geproduceerd, is voor ons na het proefspuiten, waarvoor we hier over een tiental spuitgietmachines beschikken, de kous nog niet af. De matrijs wordt pas vrijgegeven na validatie, een nauwkeurig onderzoek waarbij wordt nagegaan in hoeverre aan de specificatie voldaan is. Dat betekent vaak een herhaalde cyclus van proefspuiten, meten en aanpassing. We adviseren de klant ook welke instellingen de beste resultaten geven, voeren vrijgaveprocedures op locatie uit. In Europa zijn er maar vijf of zes matrijzenbouwers met een vergelijkbare marktfilosofie."

Hachelijk
'Health care' is een van de applicatiegebieden waarop IGS GeboJagema internationaal een naam heeft hoog te houden. In Eindhoven worden onder andere matrijzen vervaardigd voor klanten die inhalers, insulinepennen, doseerapparatuur voor medicijnen en diagnoseapparaten maken. Voor uiteenlopende marktsegmenten - de contactlenzen- en brillenglasindustrie, zonne-energieopwekking, 'imaging optices' - produceert de onderneming zeer hoogwaardige matrijzen, waarbij nauwkeurigheden in het nanometergebied aan de orde zijn. Een derde hoofdstroom in de productie vormen de matrijzen voor onderdelen van hoge precisie.
Het is uit dit segment dat de uitdaging kwam die leidde tot de aanschaf van de
Okuma Multus B300-II W. Arts: "Het probleem was de maakbaarheid van een matrijsdeel met eisen die je hachelijk mag noemen: een binnenspiraal met een variabele spoed en naar de diepte toe teruglopende groefbreedte, een veranderende hoek... kortom een complexiteit die de factor maakbaarheid sterk onder druk zette. In ons contact met Gelderblom - wij werken al met enkele Okuma-draaimachines - kwam men met de Multus op de proppen. Onze reactie: leuk, bewijs het maar. Gelderblom had een aantrekkelijk voorstel: met een leenmachine en hun technologische support mochten we kijken hoever we kwamen. Na een aantal proef/test pogingen is het ons inderdaad gelukt om het bewuste onderdeel volgens de specificatie te vervaardigen. Voor ons het bewijs dat de machine inderdaad in staat is werkstukken met een zeer complexe geometrie binnen nauwe toleranties uit te voeren. We hebben toen de op één na kleinste machine uit de Multus-serie aangeschaft, met alle extra's en opties die mogelijk zijn, zoals Abso-Scales en hoog nauwkeurige C-assen voor verhoogde precisie, contourende B-as, volledig 5-assig simultaan pakket, overname spil voor bewerking aan de achterzijde, en botsingsbescherming."
Die machine is nu enkele maanden in productie, na een pilotperiode waarin de mogelijkheden werden verkend. Althans een deel: de Okuma Multus B300-II W geeft zijn geheimen in kleine stapjes prijs. Arts schat dat tien, vijftien procent van het potentieel is daadwerkelijk wordt toegepast. Naarmate meer ervaring wordt opgedaan, zal de machine voor complexere taken worden ingezet.
www.igsgebojagema.nl
www.gelderblom.nl
Gelderblom CNC Machines BV, Houten
Tel.: 030 24 12 541
www.gelderblom.nl
De Benelux-vertegenwoordiger van Okuma Corporation, Gelderblom CNC Machines BV te Houten, heeft de 'Golden Partner Award' ontvangen. Deze prijs wordt uitgereikt aan de Okuma-dealer die in het omvangrijke internationale verkoopnetwerk het beste presteert op het gebied van sales, marketing, techniek, financiën en service. De prijs werd op vrijdag 13 september jl. uitgereikt tijdens de dealermeeting die Okuma organiseerde in de Engelse ambassade te Berlijn, aan de vooravond van de internationale machine- en gereedschappenbeurs EMO.
Uitreiking van de Golden Partner Award aan Gelderblom CNC Machines BV. V.l.n.r.: Yoshimaro Hanaki (CEO Okuma en tevens voorzitter van de Japanese Machine Tool Builder Association), de beide directeuren van Gelderblom Hans Volker en Tom Strijbos, en Kaoru Aoyama (president Okuma Europe).
Okuma, opgericht in 1898, behoort met ruim 3000 medewerkers tot de grootste ontwikkelaars en fabrikanten van draaimachines, bewerkingscentra en multitasking-machines ter wereld. In de loop der tijd heeft de Japanse multinational een reputatie opgebouwd als innovatieve ontwerper van hoogwaardige gereedschapmachines. Met vernieuwingen als 'multitasking' (combinatie van draaien en frezen in één machine), TDCS (systeem om de invloed van temperatuurschommelingen op de nauwkeurigheid tegen te gaan), CAS (simulatiesysteem dat botsingen voorkomt) en Machining Navi (onderdrukking van trillingen) maakt Okuma zijn reputatie als belangrijke innovator op het gebied van gereedschapmachines waar.
Gelderblom vertegenwoordigt Okuma al tientallen jaren op de Benelux-markt. In Nederland en België staan ruim 1500 machines opgesteld bij toeleveranciers en oem'ers, die worden ingezet voor de productie van enkele stuks tot grote series, waarbij doorgaans precisie en afwerking gepaard moeten gaan aan een hoge productiviteit en lage kostprijs. Gelderblom onderzoekt samen met de klant maatwerkoplossingen om zo concurrerend mogelijk te produceren, verzorgt training en zonodig bijscholing van operators en andere technici, en houdt een grote voorraad reserve-onderdelen aan. Als full-service organisatie installeert Gelderblom de machines bij de klant en voorziet deze naderhand van alle noodzakelijke service.
"Geen onbemande productie zonder machines waar je van op aan kunt."
Al in 2005 zette de Helmondse onderneming AAE de eerste voorzichtige stappen op de weg naar 24/7 automatisering van de onderdelenproductie. Op een horizontaal bewerkingscentrum ondergingen langcyclische werkstukken complexe bewerkingen die op pallets werden aangevoerd, een volledig manloos proces. Acht jaar later beschikt AAE, prototype- en systeembouwer, toeleverancier van precisiecomponenten en fabrikant van montage- en bedrukkingsmachines, over zes bewerkingscellen voor automatische productie. Meest recente aanwinst is een cel bestaande uit twee Okuma MU500 VAL simultane bewerkingscentra met draaimogelijkheid en een Erowa Dynamic robot.

Henk Tils: "Wij kunnen ons eigenlijk niet veroorloven om te bezuinigen op de betrouwbaarheid van de productiemachines."
Henk Tils, business unit manager High Precision Parts, bevestigt dat ook deze manloze productiecel op een gebruikelijke wijze wordt ingezet: overdag wordt de productie van onderdelen opgestart die 's avonds en in het weekend onbemand geproduceerd worden. Dit geldt ook voor de complexe onderdelen waarbij een hoge nauwkeurigheid wordt gevraagd.
"Hoe meer pallets, hoe korter de cyclustijden van de componenten kunnen zijn om ervoor te zorgen dat de cel ononderbroken in bedrijf is, zodat je er het maximale rendement uit haalt. We blijven op deze weg doorgaan, met deze nieuwe combinatie hebben we nu zes onbemande cellen in de onderdelenfabricage."
Zo zijn er twee verschillende horizontale bewerkingscentra, waarvan het ene met een zesvoudige palletwisselaar en 100 gereedschapsplaatsen, het andere met een tienvoudige palletwisselaar en 238 gereedschapsplaatsen. Bij een andere cel wordt een tweetal gelijke bewerkingsmachines, beide voorzien van 240 gereedschapsplaatsen (van hetzelfde type als die van de nieuwste cel, echter zonder simultaan en draaioptie) bediend door een ERS-robot. Op YouTube is te zien hoe dat in zijn werk gaat (http://www.youtube.com/watch?v=JHLMsyyzz8U). Voorts beschikt AAE over een klein 5-assig bewerkingscentrum (voorzien van 32 gereedschapsplaatsen) waaraan een Erowa Easy-robot voor werkstuktoevoer en -afvoer is gekoppeld. Tenslotte is er nog een multitasking draaimachine (met 60 gereedschapsplaatsen) waarbij een Motoman-robot de werkstukvoorziening voor zijn rekening neemt. AAE ontwikkelde voor deze cel zelf de beheers-software, het programma dat de regie voert over de werkopdrachten. Bij de cellen voorzien van een Erowa robot wordt deze functie verzorgd door het programma Job Management System (JMS) van Erowa. Bij de andere machines wordt gebruik gemaakt van Okuma palletpoolprogramma’s.
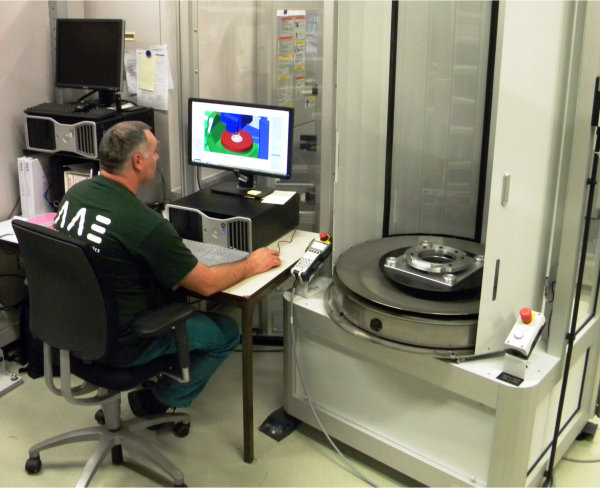
Met het botsingsbeschermingssysteem NC-Simul wordt het bewerkingsprogramma via simulatie gecontroleerd op calamiteiten. Rechts zien we het opspanstation.
Storingsvrije productie
Al deze vormen van automatisering, of zo men wil manloze productie, hebben één opvallend kenmerk gemeen: de bewerkingen worden uitgevoerd door Okuma-gereedschapmachines. Henk Tils legt uit: "Hoewel de installaties voor automatische productie natuurlijk bewaakt worden en er bij storingen alarmsignalen uitgaan, is het streven uiteraard naar een continue, storingsvrije productie met inachtneming van de specificaties. Wij kunnen ons niet veroorloven om te bezuinigen op de betrouwbaarheid van de productiemachines. In de loop der jaren hebben we veel ervaring opgedaan met diverse machinetypen uit het Okuma assortiment: twee horizontale, twee verticale bewerkingscentra, een multitaskingmachine, vijf vijfassige freesbanken en vier draaimachines; de oudste machine staat hier al 25 jaar te draaien. Dan krijg je een bepaald inzicht in de betrouwbaarheid (op maatvoering), inzetbaarheid en het storingsgedrag van de productiemiddelen. We weten dat Okuma's weliswaar niet goedkoop in aanschaf zijn, maar er wel gunstig uitspringen volgens het Total Cost of Ownership criterium, de totale kosten van een machine gedurende zijn gehele levensduur. Daarin worden ook zaken als onderhoud, machinestilstandtijd en restwaarde meegenomen. Daarnaast spreekt de technologie van de recentere modellen ons aan, en dan heb ik het over de ingebouwde thermische stabiliteit, het botsingsbeschermingssysteem en het systeem om de trillingen te onderdrukken, Machining Navy. Deze zaken geven ons de zekerheid dat de productie in onze automatische cellen in de manloze uren ongestoord en volgens onze nauwkeurigheidseisen voortgang vindt."

De complete cel met linksachter en rechtsvoor de bewerkingsmachines, het opspanstation (links), rotatie- en rekmagazijn voor pallets (rechts) en de handlingrobot (midden).
Strategie
De nieuwste cel met twee identieke MU 500 VAL freesdraaimachines (elk met 238 gereedschapsplaatsen) en een robot met een capaciteit van 250 kg is opgezet voor simultaan 5-assig frezen (aangestuurd met CAM-software van HyperMILL en gesimuleerd met NC-Simul t.b.v. botsingscontrole) met eventueel bijkomende draaibewerkingen van veelal complexe werkstukken uit diverse materialen, waaronder roestvast staal, aluminium, titanium en andere non-ferromaterialen. De seriegrootte varieert van enkelstuks tot ca. tweehonderd, gangbare aantallen voor de business units High Precision Parts en Proto- and Serial Systems. In een rotatiemagazijn zijn 70 pallets van twee typen opgenomen (10 stuks PC210, 60 stuks ITS148 van Erowa); een rekmagazijn bevat acht pallets met een diameter van 500 mm; voor een ronde vorm is gekozen om onbalans bij het draaien makkelijker te kunnen compenseren.
Henk Tils: "De strategie achter dit alles is het verhogen van de output per productiemedewerker en om te investeren in de modernste technieken, om uiteindelijk als verspanend toeleverancier concurrerend te blijven op de internationale markt. De manier om dit te bereiken is om gebruik te maken van de grote gereedschapsmagazijnen en de beschikking te hebben over een grote hoeveelheid opspanpallets. Hierdoor zijn we ook in staat om repeterende onderdelen zeer snel op te starten. De beste manier om dit te doen is om een langjarig partnership aan te gaan met bedrijven die hun sporen op automatiseringsgebied verdiend hebben. Gelderblom heeft zich voor ons bewezen als turnkey-leverancier van de oplossingen waarmee wij verder kunnen. Hierbij leren we veel van elkaar bij de innovatieprojecten die wij in de onderdelenproductie doorvoeren."
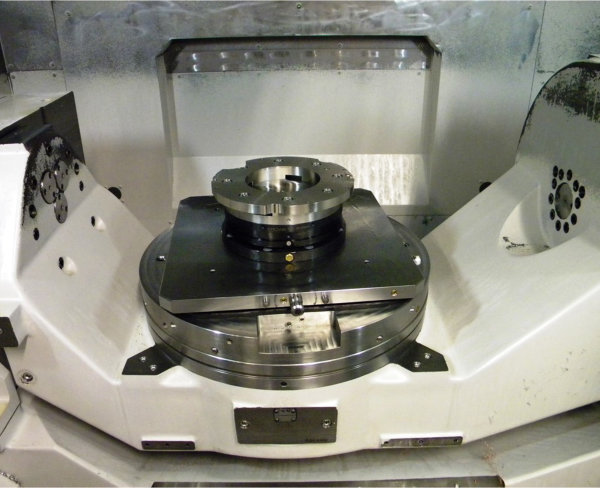
Draaizwenktafel voor simultane 5-assige bewerking (frezen + draaien) met opspaninrichting bestaande uit een door AAE zelf vervaardigde basisplaat, opspanplaat met vier 'chucks' en werkstukpallet. Op de 'chucks' (opnames) kan een grote adapterpallet of een grote pallet voor mallen of producten worden gemonteerd.
Gelderblom breidt programma uit met de Duitse fabrikant van grote freesmachines UNIONCHEMNITZ
Importeur Gelderblom Machines BV uit Houten heeft per 1 augustus 2013 de vertegenwoordiging voor de Benelux verworven van Union Werkzeugmaschinen GmbH Chemnitz. UNIONCHEMNITZ, dat zich op de markt profileert onder het motto 'Präzision in XXL', ontwikkelt en bouwt horizontale boor- en freesmachines met spildiameters van 110 tot 260 mm in diverse uitvoeringen (kotterbanken en traveling column machines). Het bedrijf, met 180 medewerkers, is de oudste bestaande fabrikant van gereedschapsmachines in Europa: het werd opgericht in 1852 en beschikt dus over een ervaring van ruim anderhalve eeuw. Met de machines van het grote-matenmerk kunnen werkstukken met een lengte tot 40 meter, een hoogte tot 10 meter en een gewicht tot 250 ton worden bewerkt.
Voor Gelderblom is de nieuwe vertegenwoordiging een duidelijke aanvulling naast het programma van Okuma kleine tot middelgrote precisiemachines voor draaien, frezen en 'multitasking'. Daar waar het Okuma-programma qua werkstukafmetingen zo'n beetje op een limiet loopt, begint UNIONCHEMNITZ.
Met de opname van UNIONCHEMNITZ-machines in het leveringsprogramma sluit Gelderblom bovendien aan op de trend dat er in ons land een beperkte, maar groeiende markt is voor grote tot zeer grote metaalbewerkingsmachines. Dat is te danken aan de gunstige ontwikkeling van sectoren als On-& Offshore, (speciale) scheepsbouw, Oil & Gas & Wind en Maintenance & Repair. Ook voor producten zoals graafmachines zijn grote machines nodig bij productie en onderhoud. Het UNIONCHEMNITZ-programma sluit daar goed op aan. Bijvoorbeeld met de Millforce 1, een universeel inzetbare kolomfreesmachine voor enkelstuks- en klein serieproductie met een X-as van minimaal 3 m, die vergroot kan worden met stappen van 1 m, of de recent ontwikkelde horizontale boor- en freesmachine PR 200/260 met een basis X-as van 4 m, eveneens in stappen van 1 m te verlengen.
Gelderblom Machines BV behoort al vele jaren tot de gerenommeerde importeurs van metaalbewerkingsmachines in de Benelux. Okuma is een van de belangrijkste namen op het gebied van gereedschapsmachines ter wereld, zeker in het A-segment. Gelderblom vertegenwoordigt UNIONCHEMNITZ exclusief op de Benelux markt.
Gelderblom Machines BV, Houten
www.gelderblom.nl
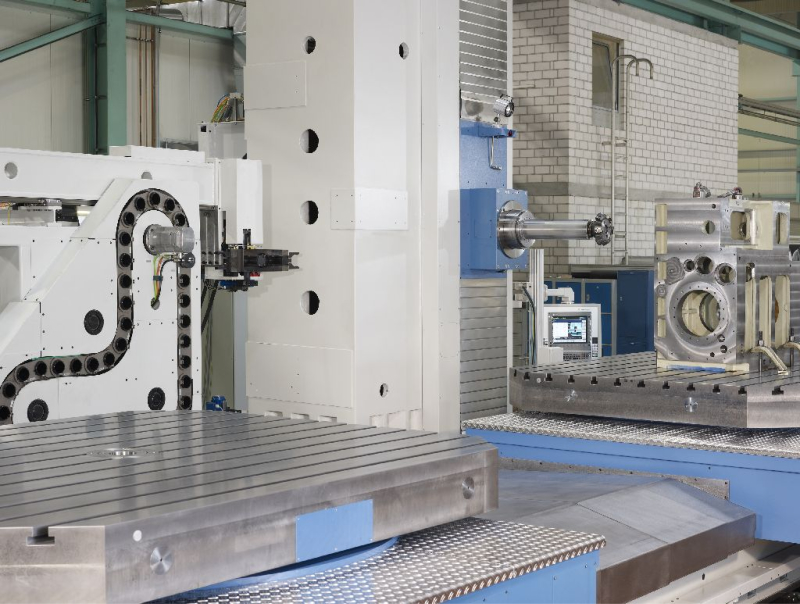
HP Valves bouwt met tweede productiecel voort op bewezen machineconcept
De mensen en machines maximaal benutten. Marten Hinsenveld, managing director van HP Valves, noemde dat zes jaar geleden in een interview de basis van het succes van de onderneming uit Oldenzaal die, toen nog met 46 medewerkers, afsluiters leverde aan afnemers tot in de verste uithoeken van de planeet. In 2013 kan vastgesteld worden dat die strategie werkt: het aantal medewerkers is verdubbeld en de omzet verviervoudigd.
Operators worden steeds meer programmeurs, met de recente aanschaf van een tweede productiecel zet HP Valves een nieuwe stap op het automatiseringspad.

De nieuwe bewerkingscel met links de Multus B400II draaifreesmachine en rechts het hoogbouwmagazijn.
De Twentse onderneming kon uitgroeien tot sterke speler op een wereldmarkt met vele concurrenten door de gehele organisatie te focussen op de productie van afsluiters die onder zware condities aan hoge functionele eisen moeten voldoen. Eisen die volgens Marten Hinsenveld de laatste jaren alleen maar zijn toegenomen en die tot een hoogwaardige kwaliteitsborging dwingen. "Ook moet je niet alleen een eersteklas product leveren, maar ook alle dienstverlening daaromheen - de tekeningen, kwaliteitsdocumentatie, up-to-date voortgangsinformatie, flexibiliteit m.b.t wijzigingen, de logistieke service e.d. - goed op orde hebben."
Al in 2006 begon men bij HP Valves na te denken over mogelijkheden om de bestaande capaciteit aan vakmensen en machines efficiënter in te zetten. Manarme productie lag voor de hand: een jaar later kwam een eerste productiecel in gebruik voor draai-, boor- en freesbewerkingen aan klephuizen die als ruw smeedstuk worden aangeleverd. Daarvóór gebeurden dergelijke bewerkingen nog op afzonderlijke machines, waardoor tussenvoorraden ontstonden. Met de automatische cel konden kleine tot middelgrote series bovendien ook buiten de normale werkuren 24/7 geproduceerd worden.
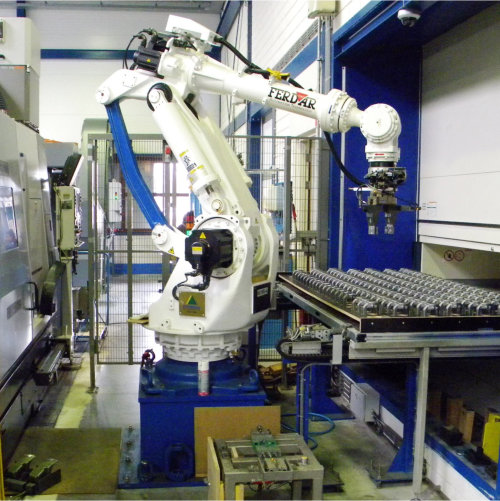
De eerste productiecel werd in 2006 in gebruik genomen.
Volautomatisch proces
In de zeer compacte productiecel worden de onbewerkte smeedstukken aangevoerd vanuit een 'lean lift'-magazijn van het fabrikaat Hänel, een automatisch hoogbouwmagazijn met 29 pallets. Iedere pallet wordt beladen met klephuizen van één basistype; afhankelijk van de grootte kunnen er 15 tot 90 op een pallet. Aan de invoerzijde worden de pallets beladen m.b.v. een balansarm. Aan de andere zijde neemt een Hyundai handlingrobot (geleverd door Ferdar Automation Technology) de producten een voor een van de pallet en plaatst ze in de opspaninrichting van de bewerkingsmachine: Gelderblom CNC Machines leverde de MacTurn 250 'multitasking' draaimachine van Okuma die is voorzien van een H1 turret en een zwenkkop om bewerkingen onder verschillende hoeken in het product aan te brengen. Na de bewerking - de cyclustijd varieert afhankelijk van het type klephuis van 10 tot 18 minuten - neemt de robot het product weer uit en plaatst het na schoonblazen terug; dit gaat door tot een hele pallet is afgewerkt waarna een volgend pallet wordt opgehaald. Het gehele proces geschiedt volautomatisch.
Botsingsbescherming en thermische compensatie
'Never change a winning team', moeten ze bij HP Valves gedacht hebben toen zich de noodzaak tot capaciteitsuitbreiding aandiende. De tweede manloze productiecel is in grote lijnen gelijk aan zijn voorganger. De compacte opbouw, met hoogbouwmagazijn en handlingrobot, is gelijk. Toch zijn er ook verschillen. Voor het draaien en frezen van de klephuizen wordt bij de nieuwe cel een Multus B400II draaimachine ingezet. Ook deze machine komt uit de Okuma-stal; het is eveneens een 'multitasking'-machine met een H1 turret, waarbij voor alle draai- en freesbewerkingen een zwenkbare freeskop in actie komt. Het Collision Avoidance System (CAS) dat aan de hand van een complete bewerkingssimulatie beschermt tegen botsingen is bij de Multus een standaardvoorziening, evenals het Thermische Deformatie Compensatie Systeem (TDCS), dat Okuma ontwikkelde om veranderingen van machinecomponenten door thermische invloeden tegen te gaan. Beide machinetypen zijn voorzien van de eigen THINC®-OSP-besturing van Okuma.
In de nieuwe cel is een tussenstation opgenomen, waarop de producten vast worden gejusteerd terwijl de machine nog draait - dat wil zeggen in de juiste stand worden gebracht - voordat de robot ze naar de bewerkingsruimte overbrengt. Dit resulteert in een verdere verkorting van de insteltijd op de machine en dus meer spiluren. Later zal ook de eerste productiecel worden uitgerust met een dergelijk justeerstation. De beschikbaarheid van beide onbemande productiecellen is verder geperfectioneerd met webcams, die de stand van zaken bewaken en iedere storing doorgeven aan een operator, waar die zich ook bevindt.

Managing director Marten Hinsenveld (links) en programmeur Johan Teiwes bij de installaties voor manloze productie.
Spanenafvoer
Naast de nieuwe Multus 400 II voor de tweede productiecel heeft HP Valves eveneens geïnvesteerd in een 'standalone' Multus B300II, die 'manarm' wordt ingezet voor draaifreesbewerkingen aan kleinere producten m.b.v. een Robojob beladingsrobot. Opmerkelijk detail: deze machine is, samen met de twee machines van de productiecellen en een eerder aangeschafte Okuma MA600 draaimachine, op één spanentransporteur aangesloten die alle spanen door de gevel in een grote container deponeert zodat de spanenafvoer niet de beperkende factor voor 24/7 productie wordt.
"Onze productie is in principe klantordergestuurd," zegt Hinsenveld. "Door series slim te clusteren kunnen we het aantal omschakelingen op andere producttypen beperken en daardoor een nog hogere bezettingsgraad realiseren. Met deze twee productiecellen zijn we thans in staat om middelgrote series afsluiters van diverse typen en afmetingen voor met name de fossiele energiesector, manloos te bewerken, 24 uur per dag en zeven dagen per week. Bovendien kunnen we bij uitval van één installatie, in ieder geval met de halve capaciteit doorwerken."
Welslagen project vereiste samenwerking tussen vier bedrijven
Bij de realisatie van de tweede manloze productiecel waren, net als de vorige keer, vier partijen betrokken. Ferdar Automation Technology Nederland te Almere leverde de handlingrobot van Hyundai en knoopte als system integrator alle onderdelen van de installatie softwarematig aan elkaar. De robot is in staat, zoals de typeaanduiding (HS 165-02) aangeeft, om werkstukken tot 165 kg te hanteren en is daarmee voor de praktijk van HP Valves zwaar overgedimensioneerd. Achtergrond hiervan is dat de stabiliteit aanzienlijk beter is dan bij een lichte robot. De iets tragere dynamiek weegt niet op tegen de hogere positioneerprecisie. Gelderblom CNC Machines heeft als Okuma-importeur de in stallatie als geheel turnkey opgeleverd. Staalmach leverde de opspanningen voor de klephuizen en Hänel Kantoor- en Magazijnsystemen tekende voor het hoogbouwmagazijn.
Fabrikant van deuropvangers Dictator kiest voor thermisch stabiele Okuma-draaimachine
Volcontinu draaien met een repeteerbaarheid binnen 2 µ
De naam van de onderneming mag dan 'Dictator' zijn, bezoekers worden vriendelijk en welwillend te woord gestaan, bijvoorbeeld naar aanleiding van een belangrijke investering die onlangs werd gedaan in een Okuma LT2000EX-MY draaimachine. "Wij willen inderdaad dwingend onze wil opleggen," grapt technisch directeur Henry Heidema, maar die intentie heeft uitsluitend betrekking op de functie van de mechanische deuropvangers die de Emmeloordse productievestiging van de internationale Dictator-groep maakt: het gecontroleerd openen en sluiten van deuren. De nieuwe draaimachine, na een grondig selectieproces in de eerste plaats gekozen vanwege de hoge repeteernauwkeurigheid, betekent een nieuwe stap in de bijna volledig geautomatiseerde onderdelenproductie.

Hoofd van de machinale afdeling Aike Smit (links) en technisch directeur Henry Heidema: ...onbemand grote series draaiwerk produceren met een grote repeteerbaarheid...
Dictator Productie komt voort uit een in 1932 opgericht Nederlands familiebedrijf, dat sinds 1988 deel uitmaakt van het Duitse Dictator Technik, eveneens een familiebedrijf dat op vijf continenten uiteenlopende producten voor het gecontroleerd bewegen van deuren op de markt brengt. In Emmeloord worden naast deuropvangers ook deurveren, liftdeursluiters, veerscharnieren en vastzetters gemaakt voor met name de utiliteitsbouw en bedrijven. Daarnaast fungeert deze vestiging ook als verkoopkanaal voor de producten die Dictator in andere landen produceert, bijvoorbeeld voor de gasveren en radiaaldempers uit de vestiging in Berlijn.
Door vergaande automatisering van de onderdelenproductie en een hoge kwaliteit van de eindproducten is Dictator in staat de kosten in de hand te houden en de internationale concurrentie aan te gaan. De kwaliteit wordt onder andere gegarandeerd door uitgebreide duurtesten, waarbij bijvoorbeeld deuropvangers na één miljoen cycli naar behoren moeten functioneren. Standaardproducten worden zoveel mogelijk modulair opgebouwd en op voorraad gehouden, zodat snel kan worden geleverd. Geregeld investeren in nieuwe productietechnologie past in dit plaatje.
Heidema: "Het leeuwendeel van de onderdelenproductie bestaat uit draaiwerk. Dat wordt grotendeels manloos, 24 uur per dag, zeven dagen in de week, gedaan op langdraaiautomaten en andere draaimachines, die van uitgangsmateriaal worden voorzien door stafaanvoerapparaten. Sinds 2003 beschikken we over een LT10 draaibank van Okuma; toen we kortgeleden toe waren aan de vervanging van een conventionele draaibank had dit merk vanwege de ervaringen van de afgelopen jaren een streepje voor, maar we hebben ons toch breed georiënteerd op wat de markt op dit gebied te bieden heeft, onder andere tijdens de laatste EMO in 2011."

De complete machine, met automatische stafaanvoer en spanentransporteur.
Thermische stabiliteit
Kwaliteit, toegespitst op het aspect machinestabiliteit, bleek het onderscheidende criterium. Uitgebreide testen bij andere klanten van Okuma-importeur Gelderblom wezen uit dat de
LT2000EX-MY draaibank die samen met een machine van een concurrerend merk het selectieproces had overleefd, gemakkelijk kon voldoen aan de strenge eis t.a.v. de repeteerbaarheid (minder dan 2 µm verschil tussen twee willekeurige producten uit een serie) die Dictator stelde.
De machine wordt ingezet voor de efficiënte productie van zuigers voor hydraulische cilinders (onderdelen van deuropvangers), cilindrische deksels en kleinere onderdelen. De meeste daarvan worden vervaardigd van messing en automatenstaal, maar door de hogedrukkoeling (70 bar) zijn ook roestvaststalen componenten goed verspaanbaar. Een hoge stabiliteit en daaruit voortvloeiende repeteerbaarheid zijn vereist om de dempingstijd van cilinders, een belangrijk kwaliteitsaspect van het eindproduct, binnen nauwe grenzen te houden. De machines van de LT-serie voldoen aan het stabiliteits-criterium. Het geheim van de smid is het Thermo Friendly Concept (TFC), een door Okuma ontwikkelde technologie waarmee m.b.v. sensoren temperatuurvariaties in de machine onmiddellijk worden gecorrigeerd in de besturing. Ook speelt het ontwerp van de machine een rol bij het bereiken van een optimale thermische stabiliteit.
Aike Smit, hoofd van de machinale afdeling: "We waren er op bedacht dat het koppelen van een stafaanvoer zou kunnen leiden tot trillingen wat de repeteernauwkeurigheid nadelig zou beïnvloeden, maar dit blijkt niet het geval. We kunnen nu onbemand grote series, van enkele honderden stuks tot 25.000, met een hoge geometrische precisie en afwerkkwaliteit draaien. Omstellen van de machine gebeurt in 15 tot 30 minuten, soms gaat er wat tijd zitten in het aanpassen van de geleidingen van het stafaanvoerapparaat. We zijn nog in de beginfase, het proces wordt gaandeweg geoptimaliseerd met specifiek steekgereedschap om binnen- en buitenprofielen in één keer aan te brengen en zo de cyclustijden verder te reduceren."
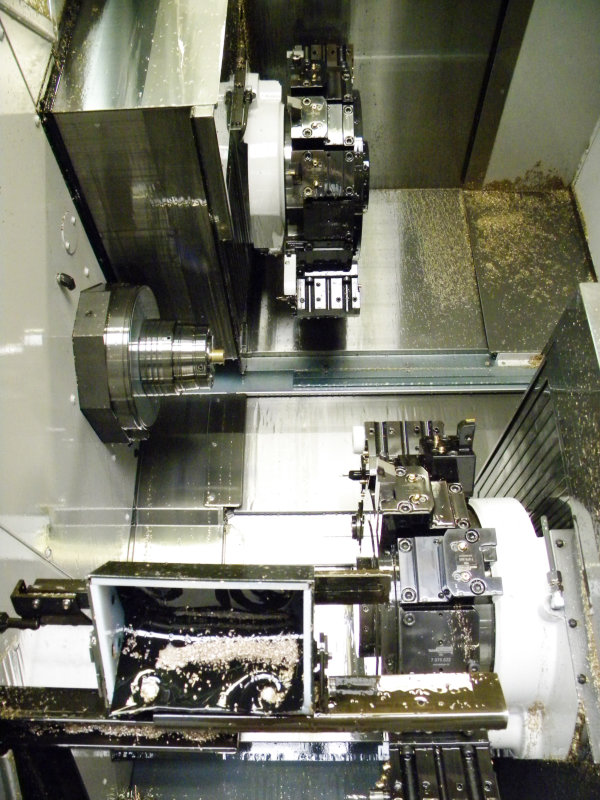
De bewerkingsruimte van de LT2000EX-MY met boven- en onderturret, beide met 16 posities voor aangedreven gereedschappen.
Turnkey opgeleverd
De LT2000EX-MY draaimachine kan seriematig en onbemand complexe bewerkingen uitvoeren bij draaidelen tot Ø52 mm en is daartoe uitgerust met twee turrets met elk plaats voor zestien (aangedreven) gereedschappen. De dubbele C-as maakt het mogelijk om aan twee spillen tegelijk freesbewerkingen uit te voeren. De bovenste turret heeft een extra Y-as, waarmee excentrische frees- en boorbewerkingen mogelijk zijn. Voor het koelsmeren is gekozen voor een zeer dunne olie in plaats van emulsie om nog betere resultaten te kunnen garanderen. De Multicut Ultra 10 van Zeller+Gmelin, geleverd door Lubes Industries B.V., draagt bij aan een optimale verspaning. Slijtage en defect raken van gereedschappen wordt tijdig aangegeven; voor de meeste producten wordt dan een zustergereedschap ingezet.
Heidema: "Door onze eerdere investering waren we al vertrouwd met de Okuma-technologie, waaronder de eigen besturing, en weten we dat het merk niet tot de goedkoopste aanbieders behoort, maar wel hoog scoort qua betrouwbaarheid. Onze ervaring met de LT10 draaibank, die al vele jaren dag en nacht produceert, is dat er weinig storingen optreden en dat de precisie in de tijd nauwelijks verloopt. We zijn ook tevreden met importeur Gelderblom, die de nieuwe machine turnkey heeft opgeleverd, compleet met FMB-stafaanvoer, Mayfran spaanafvoer en koelinstallatie en ook de opleiding en begeleiding van het hele project verzorgde. Okuma ligt wat hoger in prijs, maar de z.g. Total Cost of Ownership ligt aantoonbaar lager. Anders gezegd: als je alles meerekent, ben je goedkoper uit."
Gelderblom CNC Machines B.V., Houten
www.gelderblom.nl
Dictator Productie B.V., Emmeloord
www.dictator.nl
Drie stappen in de evolutie van gereedschapmachines
Het afgelopen decennium ontwikkelde Okuma drie fundamentele verbeteringen op het gebied van verspanende machinetechnologie, die voor bijna het gehele programma zijn doorgevoerd: het Thermo Friendly Concept (TFC), het Collision Avoidance System (CAS) en Machining Navi.
TFC is een combinatie van machineconstructie, sensor- en besturingstechniek met als doel het verhogen van de thermische stabiliteit en daarmee het garanderen van de precisie binnen nauwe grenzen. Machinedelen zoals asaandrijvingen produceren warmte, die resulteert in maatafwijkingen. Die kunnen handmatig gecorrigeerd worden, maar dat gaat ten koste van de productiviteit. Een andere mogelijkheid is het klimatiseren van de werkplaats, maar dat is alleen in bijzondere gevallen rendabel. Basis van TFC is een thermisch geoptimaliseerde constructie en locatie van alle kwaliteitsbepalende machinemodules. Met geavanceerde simulatietechnieken wordt in de ontwerpfase bij een nieuwe machine naast het statische en dynamische gedrag ook de thermische invloed geanalyseerd. Het ontwerp wordt zodanig aangepast dat de thermische effecten op de productgeometrie niet alleen zo gering mogelijk zijn, maar ook voorspelbaar en reproduceerbaar.
Het botsingsbeschermingssysteem CAS reduceert de insteltijden drastisch, vooral bij complexe bewerkingen. Bovendien kunnen gebruikers de standaard gereedschapbreuk- en slijtagebewaking voor zowel vaste als roterende gereedschappen voor alle aangedreven assen individueel toepassen. Deze ingebouwde veiligheden verhogen per saldo de productiviteit en de beschikbaarheid van de machine. CAS gebruikt 3D-modellen van werkstukken, gereedschappen, opspanmiddelen, gereedschaprevolvers en de losse kop om 'vooruit te denken' over de actuele bewegingen van de machinecomponenten. De besturing kan, met realtime simulatie, op interferentie controleren om de machine te stoppen voordat er ook maar iets beschadigt.
Meest recente innovatie is 'Machining Navi' (MN), een samenstel van operator-ondersteunende voorzieningen die zijn gericht op het onderdrukken van trillingen. Veel bedrijven beschikken weliswaar over de kennis en technische hulpmiddelen om trillingen tegen te gaan, maar dit is niet direct gerelateerd aan het vergroten van de productiviteit. Okuma ging ervan uit dat de beheersing van het trillingenprobleem in samenhang met het optimaliseren van de snijcondities wel direct kan leiden tot een verbetering van de productiviteit. Machining Navi helpt de operator om binnen de stabiele, trillingvrije gebieden in het bewerkingsspectrum de optimale snijcondities te vinden. Sensoren in de machine detecteren onmiddellijk de condities; na analyse en het nodige rekenwerk wordt de spilsnelheid automatisch aangepast. De operator heeft de keuze tussen een aantal optimale spilsnelheden - de stabiele gebieden binnen het totale toerengebied - en kan met een enkele druk op de knop naar een ander optimaal gebied overschakelen. Toepassing van deze voorziening resulteert in een hogere oppervlaktekwaliteit van het werkstuk en een belangrijke geluidsreductie.
Jeroen Nije (Nijdra): "Streven naar verdere doorgroei als system supplier."
Met de aanschaf van een Space Center MA400-HA horizontaal bewerkingscentrum van Okuma is de decennialange samenwerking tussen de toeleverancier van high tech componenten Nijdra te Middenbeemster en Okuma importeur Gelderblom te Houten nieuw leven ingeblazen. "We hebben even een periode gehad waarop we ons ook op andere fabrikanten van bewerkingsmachines oriënteerden," zegt Jeroen Nije die sinds 1 januari van dit jaar samen met zijn zuster Saskia aandeelhouders zijn van het bedrijf. "Ik zal niet zeggen dat we daar spijt van hebben, de machines zijn van gerenommeerde merken en passen uitstekend in ons geavanceerde machinepark. Toch zijn we nu weer terug op het oude Okuma-nest. Waarom? De technische prestaties, ook op termijn, en de goede relatie met de importeur."
Jeroen Nije: "We worden steeds vaker betrokken bij de engineering van nieuwe producten."
Het nieuwe bewerkingscentrum vervangt een twaalf jaar oude machine van hetzelfde type. Het Space Center MA400-HA is speciaal ontworpen voor een snelle productie, met hoge ijlgangen en acceleratie, een hoog spiltoerental en een minimale gereedschapwisseltijd. De nauwkeurigheid wordt o.a. gegarandeerd door de stabiele constructie, diverse maatregelen met het oog op de thermische stabiliteit en een hoogwaardig nulpunt-opspansysteem. De machine kan met zijn vierde as en zestig gereedschappen de complexe bewerkingen aan het type werkstukken dat de hoofdstroom bij Nijdra vormt uitvoeren. De componenten worden op een opspanstation met de hand gefixeerd op een opspanzuil, die op een pallet is bevestigd. Voor een nieuwe bewerkingscyclus draait de palletwisselaar over 180° om de werkstukken binnen de machineruimte te brengen. Er zijn bij dit type machine ook andere opties voor werkstukaanvoer, bijvoorbeeld het overbrengen naar een zesvoudige palletcarrousel naast de machine, van waaruit de opspanzuilen één voor één in de machine gevoerd worden voor bewerking. Nijdra heeft echter gekozen voor een wisselaar met twee pallets.
"Voor ons is dit voldoende om onbemand te produceren in de nachtelijke uren," zegt Jeroen Nije. "Voor de automatische controle van de werkstukken is één positie in het gereedschappenmagazijn gereserveerd voor een tastersysteem."
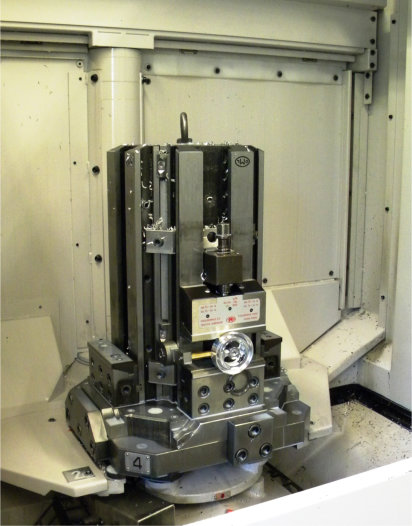
De werkstukken worden buiten de bewerkingsruimte van de machine opgespannen, zodat geen machinetijd verloren gaat.
Nieuwe dynamiek
Nijdra Fijnmechanische Industrie vormt samen met Nijdra Special Products (assemblage) en MeProTech (verspaning) de Nijdra Group. Een typisch familiebedrijf met de bijbehorende kenmerken als stabiliteit, continuïteit en professionaliteit. En met een welomschreven missie: de productie van precisiecomponenten en subassemblies voor high tech sectoren als de medische techniek, de maritieme sector en de semiconductorindustrie; sterk internationaal georiënteerde fabrikanten als Philips Healthcare en Panalytical behoren tot de jarenlange, vaste klanten. De componenten en subassemblies die in Middenbeemster worden vervaardigd, vormen het mechanische hart van eindproducten als röntgenapparatuur, chipmachines, televisiecamera's en joysticks voor scheepsbesturing. De onderdelen worden op ultramoderne CNC verspaningsmachines, productiecellen en een FMS-systeem vervaardigd, de programmering geschiedt extern via DNC-verbindingen op basis van Hypermill. Gereedschap wordt buiten de machine op een voorinstelapparaat ingesteld. Het spreekt bijna vanzelf dat de gehele productieorganisatie is geschoeid op een ERP-systeem.
Johan Nije richtte in 1974 Nije Draaierij (Nijdra) op. Begin dit jaar nam hij afscheid van de Nijdra Group, om het stokje over te dragen aan zijn zoon en dochter: Jeroen Nije en Saskia van Dijk-Nije. "Het was tijd voor nieuwe dynamiek," becommentarieert Johan Nije in een eerder verschenen persbericht de wisseling van de wacht
.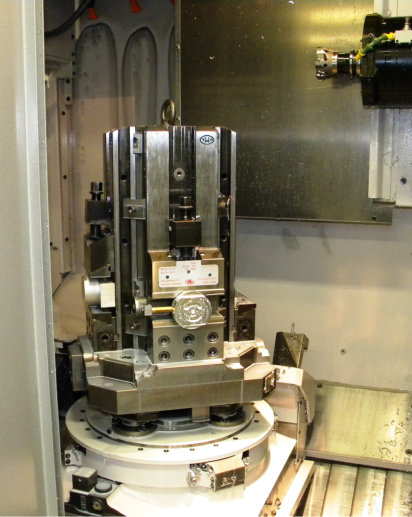
De bewerkingsruimte van het Space Center MA400-HA.
Clean room
Met zijn constatering, in hetzelfde bericht, dat er 'ondanks het sombere economische decor een gezonde onderneming met kansen staat' heeft hij niets teveel gezegd. Zoon Jeroen zegt dat het bedrijf, als vele andere, een tik meekreeg van de crisis in de periode van oktober 2008 tot oktober 2009 - een terugval van ruwweg 30% - maar dat omzet en winst weer terug zijn op het 'oude' niveau. Dat komt ook omdat de producten niet bouw-gerelateerd zijn. De onderneming is zeer actief op de Duitse markt en er is sprake van een flinke toename van de assemblage-activiteiten. Jeroen Nije: "Onze strategie is: verder doorgroeien als 'system supplier'. Dat houdt o.m. in het compleet ontzorgen van de klant. We worden dan ook steeds vaker betrokken bij de engineering van nieuwe producten. We maken inmiddels ook machines voor de optische industrie en we hebben daarvoor een geheel stofvrije ruimte ingericht. Volgend jaar maken we een nieuwe stap door de opzet van een clean room. Deze ontwikkeling is voor ons essentieel, want daarmee komen we ook in beeld bij grotere opdrachtgevers."
FMS met drie bewerkingscentra
Het Space Center MA400-HA kan als stand-alone machine worden ingezet of als onderdeel van een FMS-systeem; met de recente aanschaf heeft Nijdra beide varianten in huis. Twee machines van dit type waren in de oorspronkelijke installatie opgenomen, die verder twee laadstations voor werkstukken, een palletmagazijn met 60 posities en een transportrobot omvatte. In april 2007 werd het systeem met een derde bewerkingscentrum van dit type gecompleteerd. Nijdra produceert hiermee kleinere onderdelen met een hoge precisie (in de orde van 0,01 mm) in seriegrootten van 50 tot 300 stuks. Het uitgangsmateriaal, doorgaans staal, roestvast staal of aluminium, wordt handmatig opgespannen op systeempallets. De transportrobot zet de pallets met werkstukken weg in het magazijn en haalt ze daaruit op voor de boor-, frees- en draaibewerkingen in een van de drie machines. Stellingpositie, volgorde, bewerkingslocatie e.d. worden daarbij door het FMS-programma gedicteerd. De drie bewerkingscentra beschikken elk over een omvangrijk lineair gereedschapmagazijn met 200 posities, zodat in totaal niet minder dan 600 gereedschappen ter beschikking staan. Zowel bij de eerste implementatie als bij de latere uitbreiding met een derde bewerkingscentrum heeft Gelderblom de nodige support geleverd.
Kleine series
Nije: "Het FMS systeem past goed binnen onze productiestructuur. We kunnen een hoge bezettingsgraad, in de orde grootte van 95% realiseren. Toch hebben we ook relatief veel werk, complexe gietdelen met veel precisiebewerkingen bijvoorbeeld, die zich niet lenen voor serieproductie op het FMS-systeem. Dan gaat het vaak om kleine series of enkelstuksproductie. Die kun je het best op een stand alone machine vervaardigen, vandaar de recente aanschaf van het Okuma horizontale bewerkingscentrum."
Nijdra Fijnmechanische Industrie, Middenbeemster
Tel.: 0299-689921
www.nijdra.com
Gelderblom CNC Machines BV, Houten
Tel.: 030 24 12 541
www.gelderblom.nl
JOSKIN bouwt afdeling verspaning verder uit
Dick Heek (DMN): "Voorop staat de technische performance van de machines."
In het kader van een 'herinrichting van de productie' heeft DMN Westinghouse te Noorwijkerhout een groot bewerkingscentrum en een draaimachine van Okuma aangeschaft. Daarmee werd een traditie voortgezet: sinds 1986 betrekt de onderneming het merendeel van de machines via importeur Gelderblom van deze Japanse fabrikant. Vele factoren bepalen die merkentrouw.

De 'productiecel' voor de bewerking van deksels met in het midden het MA-600 HA bewerkingscentrum en aan weerszijden de LU45 draaimachines. De machines worden met de hand beladen. Het bewerkingscentrum is voorzien van een wisseltafel met opspanunit.
In Noorse viskwekerijen doseren ze voer, in de kunststoffenproductie granulaat, in zuivelfabrieken melkpoeder en in energiecentrales houtsnippers. De ca. 5000 doseersluizen die de Nederlandse onderneming DMN Westinghouse produceert, vinden hun weg naar uiteenlopende verwerkers van bulkgoederen over de gehele wereld; 95 procent van de productie wordt geëxporteerd.
In 1950 begonnen als machinefabriek, onderdeel van IHC Verschure, legt de in 1988 verzelfstandigde onderneming zich toe op doseersluizen die aanvankelijk in licentie van het Amerikaanse Westinghouse werden vervaardigd. Sinds 1995 ontwikkelt DMN deze voor de procestechnologie vitale componenten volgens eigen ontwerp; hoewel bepaalde typen stofsluizen op voorraad worden gehouden, is het leeuwendeel van de productie klantordergestuurd. Met de eigen engineeringafdeling draait DMN haar hand niet om voor klantspecifieke aanpassingen. Voor toepassingen in voedselverwerkende bedrijven bijvoorbeeld is roestvaststaal het uitgangsmateriaal, voor farmaceutische toepassingen moeten dode hoeken vermeden worden. Er zijn explosieveilige uitvoeringen, uitvoeringen waarbij het stortgoed met luchtdruk wordt verpompt ('doorblaassluizen') enz. De seriegrootte varieert van 1 tot 20; bepalend voor de capaciteit is de doorlaat die kan oplopen van 80 tot 500 mm.
Naast het hoofdproduct doseersluizen produceert de DMN wisselkleppen en overige componenten voor de stortgoedindustrie. De onderneming, met 90 medewerkers, heeft dochterondernemingen in Frankrijk, Duitsland, het Verenigd Koninkrijk en Amerika. Over der jaren heen in sprake van een gestage groei. Op korte termijn wordt die nu vooral in de Verenigde Staten en Azië verwacht. "We zijn voortdurend opzoek naar nieuwe medewerkers," laat Operations Manager Dick Heek weten.
Gelijktijdige bewerking
Een doseersluis bestaat uit een gietijzeren of roestvaststalen huis, een deksel en een rotor. In de werkplaats van DMN zijn de CNC-machines volgens deze indeling gerangschikt. De deksels worden bijvoorbeeld bewerkt op twee LU-45 draaimachines en een MA600H bewerkingscentrum van Okuma. De machines staan in een U-vorm, met de draaimachines ter weerszijden van het bewerkingscentrum.
Merkenontrouw kan DMN niet verweten worden: de werkplaats lijkt wel een demonstratieruimte van Okuma-machines. Met een LB-15 draaimachine maakte het bedrijf in 1986 voor het eerst kennis met de verspanings- en besturingstechniek van de Japanse fabrikant. Enkele jaren later volgde een tweede draaibank: deze LR-45 is recent vervangen door een LU-45. In 1995 werd met de MC600 BCeen vijfassigbewerkingscentrum met NC-rondtafelin bedrijf genomen. Deze machine is kortgeleden verkocht om elders aan een tweede leven te beginnen. In 2000 werd het verspaningspotentieel versterkt met een LU-45 M draaimachine met twee revolvers voor 12 resp. 10 (aangedreven) gereedschappen. Eén van de mogelijkheden is gelijktijdige bewerking met gereedschappen uit de beide revolvers.
Na een investeringspauze van een decennium nam de onderneming in het kader van een herinrichtingsprogramma een nieuw MA-600 HA bewerkingscentrum met 132 gereedschapposities in gebruik, dat afgelopen april operationeel werd. Samen met de in 2000 en 2011 aangeschafte LU-45M draaibanken vormt deze de eerder genoemde U-vormige bewerkingscel. Dit jaar werden ook nog een verticale draaibank (V100R) en een horizontaal bewerkingscentrum (MA-800 HB) met indexeertafel en een magazijn voor 40 gereedschappen in bedrijf gesteld.
Samenwerking
Vanwaar die in het oog lopende voorkeur voor het Japanse merk?
Dick Heek: "Als je aan één merk - en één besturingssysteem - gewend bent en het voldoet aan de verwachtingen, dan stap je niet zo snel over wanneer dat merk alle basismachines voor verspaning in het programma heeft. De Okuma-besturing is in een kwart eeuw natuurlijk wel geëvolueerd, maarin opbouw hetzelfde gebleven. Toen we dit jaar van het bewerkingscentrum MC600 BC overstapten op eenMA-600 HA, hebben we bij het overzetten van de programma's veel tijd gewonnen, ondanks het gegeven dat de besturing zestien jaar verder in ontwikkeling was."
Dick Heek (l.) en Theo van der Niet: ...met overzetten programma's veel tijd gewonnen...
Dick Heek en werkmeester Theo van der Niet noemen ook de after sales service van Okuma-importeur Gelderblom: "De drempel is laag, de contacten zijn goed en er wordt snel gereageerd op vragen en problemen. De kwaliteit van de servicemonteurs is goed. Als er een storing is waar een monteur niet uitkomt draait hij er niet omheen maar zorgt voor de assistentie die op dat moment noodzakelijk is, bijvoorbeeld vanuit het service-centrum van Okuma in Duitsland. Misschien klinkt het vreemd, maar wij stellen het op prijs als een monteur zich bewust is van zijn beperkingen."
De samenwerking met Gelderblom strekt zich ook uit tot het gezamenlijk ontwikkelen van oplossingen voor verspaningsproblemen. Zo is de klauwplaat in de LU45 draaimachine voor hetnadraaien van deksels vervangen door een spandoorn die het product aantrekt over een conus. Daardoor is de slingering beperkt en de kwaliteit van het product verbeterd.
Heek: "Het belangrijkste is en blijft de technische performance van de machines. Dan heb ik het over maatvastheid, stabiliteit e.d., waarbij je moet bedenken dat de componenten die we hier bewerken verspaningstechnisch niet erg 'machinevriendelijk' zijn, met onderbroken snedes en zo.Bij elkaar hebben we nu 25 jaar ervaring met dit fabrikaat. In al die jaren hebben we weinig last gehad van machinestoringen en is het noodzakelijke onderhoud altijd beperkt gebleven. De machines doen wat ze moeten doen, zo simpel is het."
DMN, Noordwijkerhout
Tel.: 0252-361800
www.dmnwestinghouse.com
Gelderblom CNC Machines BV, Houten
Tel.: 030 24 12 541
www.gelderblom.nl
Uitreiking OKUMA Service Award
Tijdens de jaarlijkse Okuma Dealer meeting in oktober ontving Tom Strijbos van Gelderblom
de Okuma Service Award uit handen van Okuma’s CEO de heer Hanaki.

vlnr de heren Aoyama, Hanaki, Strijbos en Teeuwen
Nieuwe machines AAE voor 'supercomplex' product
Voor de productie van een zeer complex onderdeel heeft AAE bv te Helmond, toeleverancier van precisiecomponenten en bouwer van mechatronische systemen, het machinepark uitgebreid met twee hoogwaardige Okuma-machines. Het betreft een horizontaal bewerkingscentrum MB 4000 H met tien pallets en een gereedschapmagazijn met 218 posities en een freesmachine met draaimogelijkheid (MU 500 VAL). Deze laatste machine vormt samen met een palletmagazijn en een robot (Erowa Dynamic) een onbemande productiecel. Mede vanwege de complexiteit van de productenfamilie waarvoor de machines zijn aangeschaft, kon de implementatie van m.n. de freesdraaimachine alleen door intensieve samenwerking van alle betrokken partijen tot een succes gemaakt worden.
Om het bewuste onderdeel, vervaardigd uit een speciale legering - met de vereiste hoge precisie te vervaardigen, is gekozen voor compleetbewerking in één opspanning. Om tegemoet te komen aan de complexiteit van de bewerking en het streven naar onbemande productie, heeft de machine een kettingmagazijn met niet minder dan 234 gereedschappen. Behalve freesbewerkingen worden ook draaibewerkingen in de productiecyclus uitgevoerd. Dit houdt in dat het toegepaste CAD/CAM-programma (hyperMILL) met draaicycli moet worden uitgebreid.
Mede vanwege de grote tijdsdruk kon dit project alleen succesvol worden verwezenlijkt door intensieve samenwerking van alle betrokkenen in het voortraject: binnen AAE de werkvoorbereiding, de QA-technici, de production engineers en de operators, buiten de onderneming Okuma-importeur Gelderblom met op de achtergrond Okuma Duitsland, CNC Consult uit 's-Hertogenbosch (hyperMILL) en Dijk Consult uit Apeldoorn die voor de afnamekeuring van de machine tekende. Aspecten die daarbij aan de orde kwamen waren spanmiddelen, tooling en de vertaling daarvan in de programma's, de gereedschapvoorinstelling, het breukdetectiesysteem, het CAD/CAM-programma, de cycli voor de draaibewerkingen, de postprocessor enz.
Gelderblom verwacht dat naarmate de Nederlandse metaalindustrie steeds meer verschuift in de richting van hoogwaardige producten die in één keer compleet bewerkt moeten worden en dan liefst nog onbemand, een goede samenwerking tussen alle participanten steeds belangrijker wordt. Implementatieteams van de klant en de leveranciers van machine, software, gereedschappen en overige hulpmiddelen, zullen al in een vroeg stadium hun expertise moeten inbrengen en elkaar op de hoogte stellen van mogelijkheden en beperkingen van hun individuele bijdragen.
Gelderblom CNC Machines BV, Houten
Tel.: 030 24 12 541
www.gelderblom.nl

De complete productiecel voor de serievervaardiging van de precisiecomponent.
"De klant nieuwe mogelijkheden en een betere prijs bieden."
Machinefabriek Tuin uit Dedemsvaart heeft het toch al indrukwekkende machinepark onlangs versterkt met een Multus B 400W draaifreesmachine van Okuma. De verspanend toeleverancier vatte ruim een jaar geleden het plan op om de CNC-draaicapaciteit verder uit te breiden. Gedacht werd aan een standaard draaimachine met aangedreven gereedschappen om ook eenvoudig boor-,tap- en freeswerk te verrichten. Het werd een ultramodern draaifreescentrum dat deze bijkomende bewerkingen inderdaad kan uitvoeren, met een zwenkbare freesspil en gereedschapmagazijn voorzien van 80 gereedschappen. Die oplossing biedt meer flexibiliteit en kortere insteltijden.

V.l.n.r.: Harm Veijer (bedrijfsleider productietechniek, Erik Welink (Multus-operator), Raymond Sieljes (commercieel bedrijfsleider) en Hendrik-Jan Ulderink (Multus-operator).
Met de vele computerbestuurde machines die in de werkplaats staan opgesteld zou je gauw vergeten dat Tuin al een heel pre-CNC tijdperk heeft doorlopen. In 2008 vierde de onderneming haar eeuwfeest, bij welke gelegenheid een nieuw kantoorpand en een nieuwe productiehal voor draaien en langgatboren werd geopend. Het Overijsselse bedrijf ontwikkelde zich sinds 1974 als toeleverancier van constructie-, draai- en freeswerk. Enkele jaren later ging het zich daarnaast op de engineering, bouw en montage van complexe machines en apparaten toeleggen. Kort voor de eeuwwisseling werden de engineering en de montageactiviteiten ondergebracht in een nieuwe BV, genaamd Masévon; sindsdien concentreert Machinefabriek Tuin zich op de productie van onderdelen door draaien en frezen alsmede constructiewerk door lassen. In 2004 vindt een fysieke scheiding tussen beide bedrijven plaats: Masévon verhuist naar het nabijgelegen Hardenberg en Machinefabriek Tuin breidt op de bestaande locatie in Dedemsvaart uit. In 2007 wordt, naast het draaien en frezen, met het langgatboren een nieuwe activiteit opgestart.
Met speciale machines is Tuin - als een van de weinige bedrijven in Nederland - in staat om gaten van 4 tot 90 mm in cilindervormige en kubische werkstukken over een lengte van 5300 mm te boren. Dat kan gewenst zijn voor de doorvoer van kabels of media, koeling van matrijzen, signaaloverdracht, gewichtsbesparing en het aanbrengen van thermokoppels - om slechts enkele voorbeelden van toepassingen te noemen.
De Multus B400 W in opbouw in een van de werkplaatsen van Tuin. Links de LS 30 N draaibank, eveneens van Okuma, die er al meer dan twee decennia trouwe dienst op heeft zitten. Uiterst rechts het Concept 2000 spaanafvoer dat met een druk werkt van 80 bar.
Ontzorgen
Ruwweg driekwart van de omzet haalt Tuin in Nederland, éénvijfde in het nabije Duitsland en de rest in België. Commercieel bedrijfsleider Raymond Sieljes: "We zijn een platte organisatie, kunnen snel schakelen. Korte doorlooptijden, leveringsbetrouwbaarheid en een flexibele opstelling vinden we belangrijk, evenals het 'ontzorgen' van de klant. In eigen huis kunnen we veel, voor bijkomende werkzaamheden zoals vonken, slijpen en oppervlaktebehandelingen doen we een beroep op een netwerk van gespecialiseerde toeleveranciers. Wij nemen de logistiek voor onze rekening, de klant heeft slechts één aanspreekpunt."
Sinds Tuin in de jaren zeventig als toeleverancier van start ging loopt een voortvarend investeringsbeleid als rode draad door de geschiedenis van het bedrijf, dat zich met name richt op het complexere draai- en freeswerk. Daarbij omvat het materialenspectrum zowel staal, roestvast staal en aluminium, als hoognikkelhoudende staallegeringen en non-ferro metalen. De omvang van de werkstukken varieert van 'vuistgrootte' tot 6,5 m. Massaproductie laat Tuin graag aan anderen over, het focus ligt op kleine tot middelgrote series, en vooral producten met een repeterend karakter waarbij alle gegevens - programma's, spanmiddelen, gereedschappen - uiteraard worden vastgelegd. Enkelstuksproductie vindt vrijwel alleen plaats als het gaat om prototypen, voorafgaand aan serieproductie.

Een blik in de bewerkingsruimte van de Multus B400 W draaifreesmachine met boven de zwenkbare freesspil en de hydraulisch gestuurde bril, die in tegenstelling tot een vaste bril snel en gemakkelijk kan worden ontkoppeld zodat werkstukken met een grotere diameter gedraaid kunnen worden.
Geen fabeltje
Tuin beschikt op verspaningsgebied onder andere over grote bedfreesmachines, horizontale en verticale bewerkingscentra, teach-in draaibanken voor werkstukken met een lengte tot 6 meter en diverse langgatboormachines voor centrische en excentrische boorbewerkingen. In het machinepark valt ook een LS 30 N draaibank van Okuma op.
Harm Veijer, bedrijfsleider productietechniek: "Die draait - letterlijk - al ruim twintig jaar probleemloos. Voor ons een bewijs dat de degelijkheid van Okuma-machines op langere termijn geen fabeltje is. Toen we op zoek gingen naar een draaimachine met freesmogelijkheid hebben we dat laten meewegen. Wij dachten aanvankelijk aan een machine met aangedreven gereedschap en hebben verschillende merken onder de loep genomen. De Okuma-oplossing, met een zwenkbare freesspil, sprak ons uiteindelijk het meest aan, ook omdat de Multus-machine een grote verspaningscapaciteit heeft en het systeem dat Okuma heeft ontwikkeld om de verandering van machinecomponenten door thermische invloeden tegen te gaan. Ook is het snel omstellen naar andere producten goed geregeld. We hebben diverse bedrijven bezocht die al met het Multus-concept werken. Daarbij kwam opnieuw de betrouwbaarheid naar voren als grootste gemene deler, maar ook de bedienersvriendelijkheid van de eigen Okuma-besturing. We waardeerden ook het meedenken en eerlijke advies van importeur Gelderblom. Het is een veilig idee dat achter zo'n forse investering een betrouwbaar serviceapparaat staat en dat je je geen zorgen hoeft te maken over de levering van reserveonderdelen."
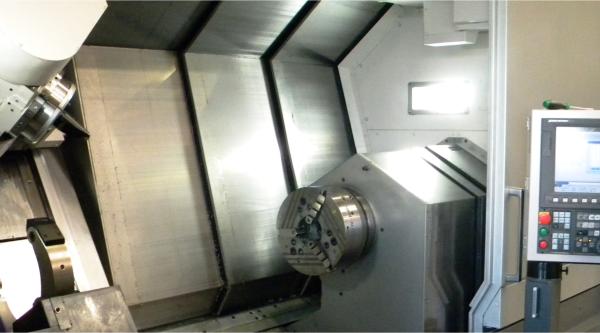
De Multus B400 W is voorzien van een subspil en kan werkstukken opspannen met een lengte tot 2000 mm en bewerken met 80 gereedschappen.
Geleidelijke automatisering
Sieljes: "Bij zo'n investering praat je niet alleen over de aanschafprijs. Voor dat bedrag kun je op de markt misschien wel ergens twee machines opsporen, maar hoe doen die het over een jaar of zes, zeven? Hoe wordt er op storingen gereageerd?"
De investering in het draaifreescentrum past in het beleid van geleidelijke automatisering met het oog op de schaarste aan gekwalificeerde vakmensen. Veijer: "De machine wordt nu ingezet met één man in dagdienst, maar we zijn van plan de bezettingsgraad op te voeren met een robot voor werkstukbelading. Overdag worden dan nieuwe producten ingesteld en kleine series geproduceerd, in de avonduren de repeterende series of producten met een lange cyclustijd. Dat vergt een goede productieorganisatie, maar eenmaal geïntegreerd is dat zeer kosteneffectief. Door efficiënter te werken kunnen we met deze machine de klanten een gunstiger prijs bieden, en daardoor hou je het werk in Nederland. Ook kunnen we meer high tech productie naar ons toe trekken, waardoor we de klanten een nog uitgebreider diensten pakket kunnen aanbieden."
Machinefabriek Tuin B.V., Dedemsvaart
Tel.: 0523 615551
www.tuin.nl
Gelderblom CNC Machines BV, Houten
Tel.: 030 24 12 541
www.gelderblom.nl
Gelderblom op Techni-Show: Okuma's nieuwe design en geëvolueerde verspaningstechnologie
Wie kennis wil nemen van de nieuwste technologie op het gebied van horizontale bewerkingscentra kon genieten aan de stand van Gelderblom op de afgelopenTechni-Show. Daar werd namelijk de MA-600 H II van Okuma gedemonstreerd, een high end machine met automatische palletwisselaar in een nieuw design, geschikt voor de zeer snelle bewerking van werkstukken tot 1200 kg. Dit is o.a. te danken aan de hoge dynamiek van de X-, Y- en Z-as, die accelereren met 0,7 g en zich verplaatsen met ijlgangen tot 60 m/min over resp. 1000, 900 en 1000 mm. De geïntegreerde B-as indexeert met een precisie van 0,001°. De encodertechnologie, kogelomloopkoeling, bewaking van de spindelbelasting en Okuma's exclusieve Thermo-Friendly Concept (TFC) garanderen een hoge precisie en processtabiliteit. Een speciale voorziening is de 'Turning Cut'-functie: door simultane interpolatie van lineaire assen en spindelpositie is contourdraaien met een hoge precisie met aanzienlijke verspaningsvolumes mogelijk. Het spindelvermogen bedraagt 30 kW, het toerental gaat tot 6000 min-1. Koelvloeistof wordt aangevoerd onder een hoge druk van 70 bar. Het nieuwe matrixmagazijn biedt plaats aan 171 gereedschappen. De machine is voorzien van de eigen Okuma besturing OSP-P200MA.
De Multus B 200 W representeert de succesvolle Multus-serie, die Okuma enkele jaren terug lanceerde, een groot succes bleek voor uiteenlopende gebruikers en inmiddels vijf bouwgrootten omvat (met klauwplaatcapaciteiten van 160 tot 630 mm), en verkrijgbaar in lengten van 700 tot 6000 mm. De Multus 'multitasking'-machines zijn draaimachines voorzien van een zwenkfreeskop, die aanzienlijk sneller instelbaar zijn dan draaimachines met een revolver voorzien van aangedreven gereedschap. Ook de Multus is inmiddels verkrijgbaar in een nieuw design en voorzien van de nieuwe Okuma-besturing OSP-P300. De machine die op de Techni-Show wordt voorgesteld, is voorzien van de nieuwe 'Machining Navi L-g'-functie, die in sterke mate trillingen t.g.v. de bewerking vermijdt. Dankzij het geïntegreerde botsingsbeschermingssysteem (CAS) worden de insteltijden, vooral bij complexe onderdelen, drastisch gereduceerd. Het TFC-systeem reduceert thermische afwijkingen tot minder dan 10 µm ook bij schommelingen in de omgeving van 8 °C.
Bijzonder veelzijdige bewerkingsmogelijkheden heeft het LT2000 3T/3MY draaicentrum dat eveneens de aandacht van bezoekers aan de Gelderblom-stand (hal 12, stand C112) getrokken heeft. Deze machine, uitgerust met niet minder dan drie gereedschaprevolvers - elk met 16 posities - en twee hoofdspindels leent zich voor de bewerking van complexe werkstukken van alle typen: klauwplaatdelen, draaidelen uit profielen die via een stafaanvoerapparaat worden aangevoerd en asvormige delen met een lengte tot 700 mm. Beide hoofspindels zijn ook als C-as inzetbaar met een indexeerprecisie van 0,001°; ze accelereren tot 6000 min-1. Hoge ijlgangen, hoge rotatiesnelheden van de revolvers, minimale gereedschapwisseltijden zijn enkele eigenschappen van de machine die de cyclustijden reduceren. De drie revolvers kunnen elk worden toegekend aan elk van de beide spindels voor onafhankelijke bewerking terwijl botsingen uitgesloten zijn. De consequent voor 24-uursproductie ontwikkelde machine wordt geleverd met een portaalbeladingsrobot of stafaanvoerapparaat. De machine is uitvoerig voorbereid op automatiseringstaken.
Op de Gelderblom-presentatie mocht ten slotte een aansprekend voorbeeld uit het speciale Genos-machineprogramma van Okuma niet ontbreken. Het gaat hierbij om standaardmachines met een vast optiepakket, die in serie en daarmee tegen lagere kosten worden geproduceerd. De machines hebben de vertrouwde Okuma-kwaliteit (inclusief CAS-botsingsbescherming en thermo friendly concept), maar bieden geen mogelijkheid voor specifieke klantenwensen. Dit prijstechnisch aantrekkelijke concept wordt op de stand vertegenwoordigd door het verticale bewerkingscentrum Genos M460, dat zich o.a. kenmerkt door een zeer stijf frame en energiebesparende inzet.
Wissink Metaalbewerking voert draaicapaciteit sterk op
Draaien in het Oosten
NEEDE Met de nieuwe, onlangs aangeschafte LB45 M draaimachine van Okuma heeft Wissink Metaalbewerking te Neede de draaicapaciteit fors uitgebreid. De draaidiameter is van 420 naar 660 mm opgevoerd en de lengte tussen de centers van 1.250 naar 3.000 mm.
.JPG)
Pascal Wissink bij de recent aangeschafte LB45II-M voor groot draaiwerk: ...draaicapaciteit aanzienlijk uitgebreid...
‘Enerzijds vroegen bestaande klanten hierom’, zegt directeur Pascal Wissink. ‘Anderzijds merk je tamelijk snel na zo'n investering dat ook nieuwe klanten met grotere werkstukken, bijvoorbeeld uit de offshore en de olie- en gasindustrie je weten te vinden. Hoogwaardige capaciteit moet je dan ook wel in huis hebben, maar met onze Okuma’s is dat geen probleem.’
Veertig jaar
Omdat Noord-Brabant historisch uitgegroeid is tot het zwaartepunt van de Nederlandse metaalverwerkende industrie wordt wel eens vergeten dat ook Oost-Nederland, met name Twente en de Achterhoek, ook tientallen hoogwaardige verspanende toeleveranciers telt. Eén van hen is draai- en freesspecialist Wissink Metaalbewerking. De eenmansonderneming werd in 1971 opgericht door de vader van de huidige directeur en groeide uit tot een hoogwaardige toeleverancier met twaalf medewerkers en een indrukwekkend machinepark. Een mijlpaal vormde de verhuizing in 1993 van een klein pand in het naburige Rietmolen naar de huidige bedrijfshal in het industriegebied van Neede. Dit jaar viert de onderneming het 40-jarig jubileum.
.JPG)
Met producten als dit, een precisiecomponent van een verfmenginstallatie, heeft Wissink een reputatie opgebouwd als gespecialiseerd verspaner.
Groot draaiwerk
‘In '79 hebben we onze eerste Okuma LS-N draaimachine in gebruik genomen, en die is pas vorig jaar - dus na ruim drie decennia - de deur uitgegaan. Dat was een vlakbed-draaibank met één van de eerste CNC besturingen. Tot op het laatst konden we daarmee met gemak een passing draaien’, weet Wissink. Het Okuma-arsenaal van Wissink Metaalbewerking omvat niet minder dan zeven draaimachines en drie bewerkingscentra. Daarbij valt de diversiteit op en de grote capaciteit van enkele machines.
Tot voor kort lag wat grootdraaiwerk betreft de grens op 420 mm. Dat kon gedaan worden op de Okuma LB25, waarop werkstukken over een maximale lengte van 1.250 mm op die diameter konden worden afgedraaid. Deze machine heeft een spildoorlaat van 90 mm.
.JPG)
De vierassige draaibank met een stafaanvoerapparaat voor automatische productie van draaidelen.
‘Met de nieuwe aanwinst, een LB45II-M, hebben we onze draaicapaciteit verder verhoogd tot een diameter van 660 mm’, zegt Wissink. ‘We kunnen hierop werkstukken met een lengte tot 3 meter bewerken, en met de revolver voorzien van maximaal twaalf aangedreven gereedschappen zijn ook freesbewerkingen mogelijk. We hebben deze machine in eerste instantie aangeschaft omdat sommige klanten af en toe groter draaiwerk hadden. Eind 2008 dachten we al na over een investering in deze richting, die best omvangrijk is voor een relatief klein bedrijf als het onze. Het jaar daarop kregen ook wij te maken met een teruglopende omzet in verband met de crisis en hebben we de investeringen op een laag pitje gezet. Maar vorig jaar trok de markt weer aan en was de kogel door de kerk.’
.JPG)
De revolver met twaalf posities maakt het mogelijk om freesbewerkingen op de draaimachine uit te voeren.
Uit voorraad geleverd
Met de LB EX/LB II universele CNC draaimachines heeft Okuma fabrikanten en toeleveranciers op het oog die hoogwaardig, relatief groot draaiwerk leveren aan sectoren als de offshore, de olie- en gasindustrie en de landbouwmechanisatie. De serie omvat vijf modellen: schuinbedmachines met een thermisch stabiele constructie, voorzien van een revolver met twaalf posities. De machines lenen zich voor de bewerking van bijvoorbeeld lange assen met een hoge snelheid en precisie, terwijl een relatief laag toerental gunstig uitwerkt op de levensduur van de machines en de afwerkkwaliteit.
Wissink: ‘De keuze voor Okuma was geen automatisme, we hebben wel degelijk ook andere merken bekeken, maar het werd toch de grootste machine in deze serie universele draaimachines die Okuma in het programma heeft. Importeur Gelderblom kon de machine uit voorraad leveren en sinds juni draaien we productie. En merken we dat we ook nieuwe klanten met groot draaiwerk aantrekken.’
Productiecellen met draaifreesmachines stuwen productiviteit en efficiëntie bij vliegtuigcomponentenbouwer op
Nederland mag dan geen eigen vliegtuigfabriek meer binnen de landsgrenzen hebben, in de internationale aerospace-industrie blazen we wel degelijk ons partijtje mee. Dat bewijst een onderneming als Aeronamic te Almelo, dat al vele decennia is gespecialiseerd in z.g. air management systemen, installaties die allerlei vitale functies aan boord van vliegtuigen regelen. In de werkplaatsen waar deze systemen worden geproduceerd en getest, kom je alleen machines van topmerken tegen. Het succesvolle Multus-draaifreesconcept van Okuma is door Aeronamic gekozen als basis voor een viertal productiecellen voor dunbemande productie. Han Kleisen, Manager Manufacturing, Repair & Overhaul: "Importeur Gelderblom bleek in staat deze installaties als complete turnkeyprojecten op te leveren. Na wat kleine aanloopproblemen deden ze wat ervan verwacht werd en dat doen ze nog steeds."
Een kleine vijf jaar na de introductie van Okuma's Multus-serie mag gesproken worden van een succesvol machineconcept. Wereldwijd zijn metaalbedrijven als nooit tevoren erop gebrand hun efficiëntie op te voeren, en bij verspanende machines is de combinatie van draaien en frezen een aantrekkelijke optie. Okuma speelde op die vraag in door een draaimachine met zwenkbare freeskop te ontwikkelen die tevens een grote verspaningscapaciteit combineerde met een hoge en duurzame bewerkingsprecisie. Volgens dit concept werd een tweetal modellen op de markt gebracht; inmiddels omvat het spectrum vijf bouwgrootten. Tekenend voor het succes is dat de machine door de meest uiteenlopende bedrijven wordt gebruikt: van het eenmansbedrijf dat zich op een nichemarkt beweegt tot grote ondernemingen. In uiteenlopende configuraties: als stand alone machine, maar ook als onderdeel van een soms uit meerdere machines bestaande cel voor automatische productie.

Installatie met Multus B 400 voor draaifreesbewerkingen van lange aluminium pijpvormige producten met een robot voor aan- en afvoer.
De laatste optie is in de verspanende afdeling van Aeronamic op verschillende manieren uitgewerkt. Zo vormt een Multus B 400 het hart van een installatie waarop lange aluminium pijpvormige producten draai- en freesbewerkingen ondergaan. Deze componenten maken deel uit van z.g. On Board Inert Gas Generating System (OBIGGS), veiligheidssystemen voor de scheiding van zuurstof en stikstof die aan boord van vliegtuigen worden gebruikt. De onbewerkte pijpen worden in kunststof kratten met plaats voor drie producten aangevoerd, door een robot in de machine geplaatst, in de klauwplaat en de synchroon draaiende tegenspil geklemd en bewerkt. Ter wille van de stabiliteit ondersteunt een hydraulisch bekrachtigde bril de onderdelen halverwege. Omdat de gereedschappen voor het afdraaien van m.n. de binnenwand van de buizen zeer lang moeten zijn, bevinden deze zich niet in het magazijn van de machine zelf, maar op een externe locatie naast de machine; ze worden van hieruit door de robot in de bewerkingspositie gebracht. Zo worden drie buizen bewerkt waarna de lege kunststofkrat wordt overgebracht naar de afvoerlijn. Het is in dit geval niet mogelijk om de producten in één cyclus compleet af te werken. Na de bewerking van een serie in de orde van tientallen stuks worden de klauwen handmatig gewisseld en vindt een tweede productiegang plaats. Dit wordt later nogmaals herhaald.

Specifieke kennis
Punt van aandacht bij onbemande productie is de kans op beschadiging van de kwetsbare aluminium componenten. Dit wordt voorkomen door koelsmeermiddel onder hoge druk toe te passen. Een probleem is bovendien dat de afvalbak achter de spanentransporteur relatief snel volloopt; dit is ondervangen door de spanen met een shredder te verkleinen.
De gehele installatie is vanzelfsprekend beveiligd, maar wel op zo'n manier dat één deel toegankelijk is terwijl in het andere deel de robot gewoon voortgaat met de werkzaamheden. Komt een medewerker toch in het bereik van de robot dan schakelt de lichtschermbeveiliging de installatie uit.
Han Kleisen: "Deze oplossing komt voort uit onze wens om de productie van deze onderdelen - meest draaiwerk, maar ook met enkele te frezen vlakken - grotendeels te automatiseren. We kozen voor de Multus om de bekende voor de hand liggende reden van een gunstige prijs-kwaliteitverhouding. Maar ook vanwege de specifieke kennis die Gelderblom in huis heeft om een complexe cel op basis van een of meer Okuma-machines turnkey af te leveren. Ik durf de stelling aan dat de meeste machineleveranciers - de goeden niet te na gesproken - niet in die mate over de vereiste knowhow en personeel (beschikbaarheid en kennis) beschikken om alle delen hard- en softwarematig aan elkaar te knopen en de kinderziektes eruit te filteren zodat het geheel op een gegeven moment storingsvrij loopt, en blíjft lopen. Bedenk daarbij dat de onderdelen van het systeem - machine, robot, lichtscherm - van verschillend fabrikaat zijn. We zeiden tegen de mensen van Gelderblom: dit zijn onze producten, ontwikkel er maar een turnkey op te leveren installatie bij. Dat hebben ze gedaan."

Productiecel, bestaande uit twee Multus B200 machines, een aan- en afvoerlijn en een robot die beurtelings beide machines bedient.
Uitbreiding mogelijk
Al eerder waren goede ervaringen opgedaan met een soortgelijk samengestelde productiecel, bestaande uit twee Multus B200 machines, een aan- en afvoerlijn en een robot die beurtelings beide machines bedient. De eerste uitvoering van deze cel omvatte één machine met robot, later werd de productiecapaciteit met de integratie van een tweede machine verdubbeld. Daarnaast beschikt Aeronamic nog over een derde cel met één Multus B200, een robot plus aan- en afvoer. Ook deze cel kan, evenals zoals de eerder beschreven cel voor de Parker- behuizingen, later eventueel worden uitgebreid met een tweede machine. De drie Multus B200 machines zijn elk voorzien van een installatie voor automatische stafaanvoer. Het ruwe materiaal kan dus op twee manieren in de machine worden geplaatst: onderdeel voor onderdeel met de robot in de aanvoerlijn, of d.m.v. het op de gewenste lengte doorschuiven van staf in de machine.
Na de aanschaf van vier draaifreesmachines zal op korte termijn een Okuma MU500 5-assige freesdraaimachine in gebruik worden genomen. Op het ogenblik wordt de laatste hand gelegd aan de zware fundering voor deze machine, die in de plaats komt van een draaimachine en een 5-assige freesmachine. De freesproducten die ook draaibewerkingen moeten ondergaan, zullen dan in één cyclus compleet bewerkt kunnen worden. Opnieuw een belangrijke efficiëntieverbetering, zo verwacht Han Kleisen.

Close-up van de productiecel met op de voorgrond een apparaat voor automatische stafaanvoer.
Gelderblom CNC Machines BV, Utrecht
Tel.: 030 24 12 541
www.gelderblom.nl
Aeronamic is een volledig Nederlandse onderneming die al vele decennia actief is in het ontwerpen, produceren, onderhouden en leveren van air management systemen waaronder airconditioning, startmotoren, load compressoren en turbines voor vliegtuigen om licht, lucht, koeling en opstarten te regelen. De toerentallen van de luchtaangedreven systemen lopen op tot meer dan 100.000 omw/min. De gespecialiseerde medewerkers bewerken complexe giet- en smeedstukken en draaien, frezen, testen en meten elk onderdeel tot op microns. Veiligheid en kwaliteit staan hoog in het vaandel. Speciale behandelingen zoals shot peening, niet destructief onderzoek en balanceren worden intern uitgevoerd, evenals allerlei zware functionele testen. De producten van Aeronamic vinden wereldwijd hun weg naar fabrikanten als Airbus, Boeing, Gulfstream, Rolls-Royce, Parker, Honeywell, Turbomeca, Bombardier en vele andere vliegtuigbouwers en high tech ondernemingen. Het veiligheidssysteem waarvan de onderdelen op de Multus B400 cel wordt vervaardigd is gecontracteerd voor een groot aantal bestaande en nieuwe vliegtuigtypen.
Aeronamic B.V., Almelo
Tel.: 0546-546131
www.aeronamic.com
"Meer doen met dezelfde ploeg vakmensen."
Groningse toeleverancier Bies investeert in FMS en productiecel
Als altijd bij economische tegenwind deden de Nederlandse metaalbedrijven het tijdens de recente recessie kalmpjes aan met nieuwe aankopen. Gelukkig waren er ook ondernemingen die anticipeerden op een voorspoedig herstel en wel nieuwe machines kochten. De Noord-Nederlandse toeleverancier Bies deed er nog een schepje bovenop en investeerde miljoenen in een bijna 40 meter lang flexibel productiesysteem (FMS) en een gerobotiseerde productiecel. Directeur Gerk Kooi, laconiek: "We hebben de risico's afgewogen. Maar in crisistijd moet je zorgen dat je klaar bent voor wat daarna komt. Dan ben je drie stappen voor op de concurrentie."
 Overzicht van het FMS met op de voorgrond twee set-up stations en op de achtergrond de bewerkingscentra.
Overzicht van het FMS met op de voorgrond twee set-up stations en op de achtergrond de bewerkingscentra.
Geheel conform de Bies-filosofie - met steeds minder mensen meer produceren - werd het voorgenomen investeringsprogramma de afgelopen drie jaar onverminderd uitgevoerd. "We zagen eind 2008 al dat het economisch zwaar weer zou worden," zegt Kooi. "Nog voor het gedoe met de banken begon, constateerden we dat de gebruikelijke piek in de omzet in december uitbleef. Omstreeks die tijd hebben we onze handtekeningen gezet. We hebben de recessieperiode aangegrepen om verder te automatiseren."
In het najaar van 2009 werd het FMS systeem van Fastems met één MA 600 bewerkingscentrum van Okuma geïnstalleerd. In maart 2011 werd eenzelfde machine in het systeem geïntegreerd. Het geheel is turnkey opgeleverd door Okuma-importeur Gelderblom te Houten.
Het FMS, dat plaats biedt aan een eventueel te integreren derde bewerkingscentrum, is 38 meter lang en reikt met een hoogte van 6 meter bijna tot de nok van de werkplaats. Het magazijn biedt plaats aan 58 (2 x 29) werkstukpallets en 87 (3 x 29) opslagplaatsen voor uitgangsmateriaal. De werkstukken worden in twee set-up stations handmatig opgespannen, veelal op spanzuilen. Een robot die zich over de gehele lengte van het systeem verplaatst, verzorgt het transport van de pallet- en opslagposities naar en van de machines, die elk over een bewerkingsruimte van 630 x 630 x 1000 mm beschikken.
Multitasking
In dezelfde periode nam Bies ook een productiecel in gebruik met een Multus B 400 W draaifreesmachine en een Ferdar-robot. Met de aanschaf van een Multus voegt Bies zich in een reeds omvangrijk gezelschap van Nederlandse metaalbedrijven die het 'multitasking'- concept van deze machine inmiddels naar waarde hebben weten te schatten. Bij de '400'-uitvoering laten zich werkstukken met een lengte tot 1500 mm en een diameter tot 710 mm opspannen. Voor alle draai- en freesbewerkingen komt de zwenkbare freeskop in actie. Vanuit het gereedschapmagazijn worden de draaibeitels en frezen opgehaald en in de opname geplaatst. Complexe draaidelen zoals onderdelen voor robotkoppelingen, zijn hiermee in één opspanning te maken. Voor de machine zijn twee tafels van 2 x 2 m opgesteld; de zesassige robot met een draagvermogen van 165 kg plaatst het ruwe uitgangsmateriaal in de machine en neemt de bewerkte onderdelen eruit. Zo kan vele uren onbemand gewerkt worden; alleen het beladen en afnemen van de werkstukken blijft mensenwerk.
 Set-up station met twee posities en lichtschermbeveiliging.
Set-up station met twee posities en lichtschermbeveiliging.
Repeterende orders
FMS installaties voor verspanende toeleveranciers zijn er in ons land niet zoveel. Een zekere gevarieerdheid in de te vervaardigen producten is een randvoorwaarde - anders is een vorm van starre automatisering te verkiezen - maar ze moeten ook weer niet zo ver uiteenlopen dat ze niet in het systeem passen. "De kleine tot middelgrote repeterende orders die het merendeel van onze productie vormen, maken het systeem rendabel," zegt Gerk Kooi. "Je hoeft immers maar één keer het programma te schrijven, en alle werkvoorbereidende handelingen te verrichten, zoals het kiezen van uitgangsmateriaal, gereedschap en opspanmiddelen. Ligt dat allemaal vast, dan is het bij een repeterende order een kwestie van programma laden, en controleren of gereedschappen en uitgangsmateriaal aanwezig zijn. Met 240 gereedschappen in het magazijn dekken we zo'n beetje het gehele productenspectrum af."
Storingsvrije productie
De Groningse toeleverancier voert al jaren een progressief investeringsbeleid vanuit het besef dat vaklieden schaars zijn en de noodzaak om internationaal competitief te blijven. Zo zijn in het recente verleden draaimachines en bewerkingscentra gecombineerd met robots voor werkstukbelading. Automatisering vereist ook een storingsvrije productie, hetgeen mede de keuze voor Okuma verklaart als leverancier voor de kern van de verspanende productieafdeling.
Bies werd in 1969 opgericht en richtte zich aanvankelijk op landbouwmechanisatie, niet verwonderlijk gezien de locatie. Twintig jaar later telde het bedrijf al 25 medewerkers en verhuisde men van het dorp naar het industrieterrein aan de rand ervan. Inmiddels staan er 65 mensen op de loonlijst. Aan het begin van deze eeuw ging Bies onder leiding van de nieuwe eigenaar-directeur Gerk Kooi zich steeds meer toeleggen op het soort werk waarmee landelijk inmiddels een goede reputatie was opgebouwd: nauwkeurige verspaning van grotere delen in relatief kleine series, d.w.z. enkelstuks tot enkele honderden, van onderdelen in een breed materialenspectrum. Er werd flink geïnvesteerd in machines om dit type productie efficiënt, tegen zo laag mogelijke kosten en met een hoge leveringsbetrouwbaarheid te kunnen realiseren.
 De productiecel met Multus B 400 W draaifreesmachine en Ferdar-robot.
De productiecel met Multus B 400 W draaifreesmachine en Ferdar-robot.
Leerproces
"De crisis kwam ons in zekere zin goed uit," vervolgt Kooi. "Als zo'n systeem eenmaal staat en de kinderziektes zijn eruit, dan volgt een leer- en optimalisatieproces. Je zoekt naar de juiste opspantechniek, er moeten nieuwe gereedschappen komen, programma's worden gemaakt en verbeterd, je onderzoekt de standtijden van de gereedschappen zodat je weet wanneer een zustergereedschap ingezet moet worden… Je scant de bestaande productie: welke onderdelen kunnen op het FMS gemaakt worden, welke niet? Je kijkt naar snelheden, naar de taakverdeling tussen de beide bewerkingscentra, naar de meest efficiënte productievolgorde. Als de orders je om de oren vliegen, is het lastig ingespeeld te raken met een totaal nieuwe productiemethodiek. Nu konden we mensen hiervoor vrij maken. We zijn inmiddels zover dat we nieuwe orders voor het FMS kunnen binnenhalen, de bezettingsgraad kan nog wel wat verder omhoog."
Concurrentiepositie versterkt
Het flexibele productiesysteem vervangt vijf stand alone machines. In combinatie met de aanzwellende crisis was er dan ook enige vrees voor banenverlies bij de medewerkers, herinnert Kooi zich. Achteraf gezien volledig onterecht. De investeringen in nieuwe productietechnologie leidden alleen tot een efficiëntere verdeling van de productie: klein, eenmalig werk naar de overblijvende stand-alone machines, grotere, terugkerende series naar het FMS. Met als neveneffecten: meer afwisseling in de dagelijkse werkzaamheden en het automatiseren van 'domme' handelingen. Geen man werd ontslagen. Belangrijker nog: door de investeringen heeft Bies zijn concurrentiepositie in belangrijke mate versterkt en daarmee de continuïteit van het bedrijf gewaarborgd. "Met dezelfde bezetting meer doen," dat was onze insteek," zegt Kooi. "Dat is gelukt."
Gelderblom CNC Machines BV, Utrecht
Tel.: 030 24 12 541
www.gelderblom.nl
Draaifreesmachine produceert componenten gemiddeld 15% goedkoper.
Dat Nederlandse matrijzenbouwers, ondanks de grote verschuivingen in de mondiale markt van de afgelopen vijftien jaar, nog steeds wereldwijd concurrerend kunnen zijn, bewijst Tooling Holland B.V. uit Emmen. Door continu te investeren - ook in economisch mindere tijden - in ontwerptechnologie en CNC-machines, kunnen de matrijzen met de 'performance' die de veeleisende afnemers vragen worden geproduceerd tegen gelijkblijvende of lagere kostprijzen. De aanschaf van een Okuma Multus B 400 draaifreescentrum ligt helemaal in deze lijn.

Veel componenten zijn precisiedraaidelen waar ook freesbewerkingen aan moeten worden verricht.
"Het ging ons hierbij primair om verhoging van de productie-efficiency," zegt Henk Albers, technisch directeur van Tooling Holland. "Matrijzen bevatten veel draaidelen die ook een of meer freesbewerkingen moeten ondergaan. Bijna alle spuitgietmatrijzen voor kleinere kunststofproducten bijvoorbeeld zijn meervoudig. Voor één matrijs moeten dan bijvoorbeeld 80 of 120 complexe draaidelen worden gemaakt. Die moeten onderling uitwisselbaar zijn, wat eisen stelt aan de reproduceerbaarheid. Maak je ze op verschillende machines, dan is dat niet erg efficiënt en bovendien minder nauwkeurig doordat je de onderdelen twee of soms zelfs drie keer moet opspannen. De Multus-machine is van zichzelf al nauwkeurig, onder andere vanwege het ingebouwde temperatuurstabilisatiesysteem en de Heidenhain glaslinialen, terwijl het multitasking-concept het mogelijk maakt de onderdelen in één keer compleet te bewerken. Daarbij zijn de cyclustijden nog een stuk korter dan de opgetelde cyclustijden van de bewerking op meerdere machines. Dat de doorlooptijden veel lager zijn, ligt eveneens voor de hand. Alles bij elkaar schat ik dat, afhankelijk van het producttype, de gemiddelde kostprijs ruwweg 15% lager ligt."
Veelzijdig matrijzenbouwer
Precisie is een van de succesfactoren waarmee Tooling Holland een sterke positie inneemt op een internationale markt die gekenmerkt wordt door zware concurrentie. In de ruim dertig jaar van haar bestaan heeft de onderneming zich ontwikkeld tot veelzijdig ontwerper en bouwer van matrijzen met een gewicht tot 15 ton, met name voor de productie van fittingen, grote plastic producten zoals kratten en dunwandige producten zoals drinkbekers en bloembakken. Het zusterbedrijf TPS (Tooling Preform Systems) is gespecialiseerd in apparatuur voor de productie van PET-flessen (preform-matrijzen, robots voor het uitnemen van de producten e.d.), en neemt op de wereldranglijst een vierde positie in. De beide bedrijven behalen ca. 85% van de omzet in het buitenland. Vooral met de meer gespecialiseerde machines, zoals langgatdraai- en slijpbanken fungeert Tooling Holland ook als toeleverancier van verspaningscomponenten. Om flexibel op de markt te opereren en lage kostprijzen te kunnen hanteren wordt voortdurend in technologie geïnvesteerd. De productie is volledig gedigitaliseerd. Ontwerpafdeling, werkvoorbereiding en CNC-machines, inclusief de coördinatenmeetmachine, zijn opgenomen in een LAN-netwerk. De productieafdeling wordt dus rechtstreeks aangestuurd.
Per saldo goedkoper
Albers: "Ons uitgangspunt was dat we een combimachine wilden. Goed, dan heb je de keuze uit een beperkt aantal merken als je de lat hoog legt. Okuma is niet de enige, maar wel een merk waar we mee werken zolang we bestaan. In totaal hebben we zeven machines aangeschaft en na een aantal jaren weer verkocht of ingeruild omdat de technologie in termen van precisie en rendement niet stil staat en de toleranties nu eenmaal steeds nauwer worden. We hadden voor deze investering een shortlist, maar kozen uiteindelijk toch weer voor Okuma vanwege de prijs/kwaliteitverhouding, met name over de langere termijn bezien. Ja, er zijn goedkopere machines, sommige zijn zelfs véél goedkoper, maar daar moet je na twee of drie jaar afscheid van nemen dus dan ben je per saldo duurder uit. Wat verder voor ons meespeelde bij de beslissing is de goede begeleiding en serviceverlening van importeur Gelderblom. Dat is een ervaringsfeit uit het verleden: voor de nieuwe machine hebben we nog geen beroep op de servicemonteurs hoeven doen."
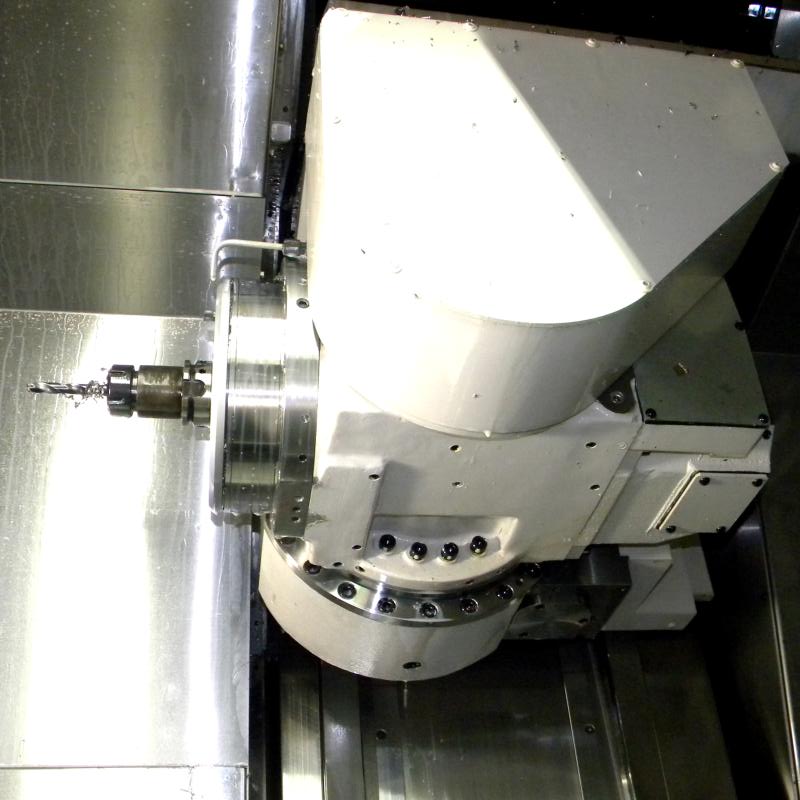
De zwenkbare freeskop.
Zwenkbare freeskop
In het hogere segment behoren de machines van de Okuma Multus-serie tot de meest succesvolle introducties van de laatste jaren op het gebied van gecombineerd draaien en frezen. Inmiddels zijn er vier modellen verkrijgbaar (de B400 is de op één na grootste). De Multus, die bij Tooling Holland voornamelijk wordt ingezet voor onderdelen van z.g. preform-matrijzen, is m.n. ontworpen voor het precisieverspanen van klein tot middelgroot seriewerk. De zevenassige 'multitasking'-machine heeft een in wezen eenvoudige configuratie: een hoofd- en een (optionele) hulpspil, waartussen bij de '400'-uitvoering werkstukken met een lengte tot 1500 mm en een diameter tot 710 mm kunnen worden opgespannen. Voor alle draai- en freesbewerkingen komt de zwenkbare freeskop in actie. Deze freeskop kan met zijn 14 kW spilvermogen en toerental van 10.000 min-1 tot 450 cm³ per minuut verspanen. Vanuit een gereedschapmagazijn worden de draaibeitels en frezen opgehaald en in de opname geplaatst. Met de Y-as, die een bereik heeft van 230 mm, zijn excentrische freesbewerkingen uit te voeren. Complexe draaidelen zoals onderdelen voor robotkoppelingen, zijn hiermee in één opspanning te maken. De software maakt het in combinatie met de OSP-besturing mogelijk het gehele bewerkingsproces te simuleren zodat botsingen vermeden worden. De thermisch-vriendelijke' constructie (TFC) garandeert een hoge nauwkeurigheid, ook bij complexe bewerkingen.
 Technisch directeur Henk Albers (r.) en operator Erik Vredeveld bij het Multus B400 draaifreescentrum.
Technisch directeur Henk Albers (r.) en operator Erik Vredeveld bij het Multus B400 draaifreescentrum.
Albers: "Wij hebben natuurlijk al de nodige ervaring opgedaan met Okuma-machines. Onze operators kunnen met de besturing overweg. Desondanks was het opvallend - nadat de machine ook al relatief snel kon worden geleverd - dat er geen aanloopproblemen waren, dat de Multus een paar dagen na installatie volop in productie was en dat al na drie, vier weken alle technologische mogelijkheden volledig konden worden benut.
Gelderblom CNC Machines BV, Houten
Tel.: 030 24 12 541
www.gelderblom.nl

De Multitaskingmachine Multus B 400
Gelderblom CNC Machines BV,
Weerschip 7
3991 CR HOUTEN
Tel.: +31-(0)30-2412541
www.gelderblom.nl
Metaaltechniek Tholen wil met horizontaal bewerkingscentrum ook andere markten verkennen
Zeeuwen hebben de naam 'zunig' te zijn, maar als het gaat om de aanschaf van productiemiddelen ligt dat toch even anders. Dan gaat kwaliteit vóór kostprijs. Metaaltechniek Tholen omzeilde het dilemma met de aanschaf van een tweedehands horizontaal bewerkingscentrum van Okuma. Directeur Leo Rijnberg: "Een machine van dit merk die er al een paar jaar op heeft zitten, presteert net zo goed als een nieuwe machine. Met vijf Okuma's in de werkplaats waren we daar al achter gekomen."

Het vierassige bewerkingscentrum MA 600 HB met links een palletstation voor het opspannen van nieuwe werkstukken terwijl de machine een ander werkstuk bewerkt.
Het freeswerk vormde tot voor kort vaak de bottleneck in de uitlevering van opdrachten. Met het nieuwe Space Center MA 600 HB bewerkingscentrum kan de Tholense toeleverancier zijn klanten korte leveringstijden garanderen. Maar de grootste drijfveer achter de investering vormt de wens andere segmenten van de metaalbewerkingsmarkt aan te boren.
Rijnberg: "We zijn betrekkelijk ongeschonden de crisis doorgekomen. De recessie is niet ongemerkt aan ons voorbijgegaan, maar we hebben geen drastische maatregelen hoeven nemen. Onze klanten, die zich allemaal binnen een straal van pakweg 100 km bevinden, zijn ons niet afgevallen. We zoeken nu zelfs weer nieuwe medewerkers. Intussen hebben we wel geleerd dat risicospreiding ons minder kwetsbaar maakt voor de ups en downs in de economie. We hebben al veel ervaring opgedaan met nauwkeurig, complex freeswerk bij de productie van bijvoorbeeld hydrauliek-manifolds. Die ervaring kunnen we samen met het nieuwe bewerkingscentrum inzetten voor de vervaardiging van matrijzen. Daarom hebben we gekozen voor een machine geschikt voor precisiebewerking van zware en omvangrijke werkstukken, die ook in de avonduren manloos kan worden ingezet. Dat is vooral gunstig bij werkstukken met lange cyclustijden, zoals manifolds en matrijzen."
Metaaltechniek Tholen is een kleine, flexibele onderneming met acht hoog opgeleide, ervaren medewerkers en een geavanceerd CNC-machinepark. Drie van de vier draaibanken zijn Okuma's en bij de vier CNC freesbanken heeft de Japanse fabrikant na de aanschaf van de MA 600 HB inmiddels hetzelfde aandeel in het machinepark. Bij de productie ligt het accent op middelgrote precisieonderdelen: voor hydraulische installaties (manifolds, cilinders), koelers van stoomturbines, industriele koelinstallaties en grijpers voor het laden en lossen van schepen. Metaaltechniek Tholen, NEN-EN-ISO-9001 gecertificeerd, verwerkt naast staal ook roestvast staal, aluminium, titanium, brons en kunststoffen en verzorgt tevens op klantenspecificatie het harden van onderdelen. De series zijn middelgroot, variërend van enkele stuks tot 200, incidenteel meer, tot bijvoorbeeld 1000 stuks.
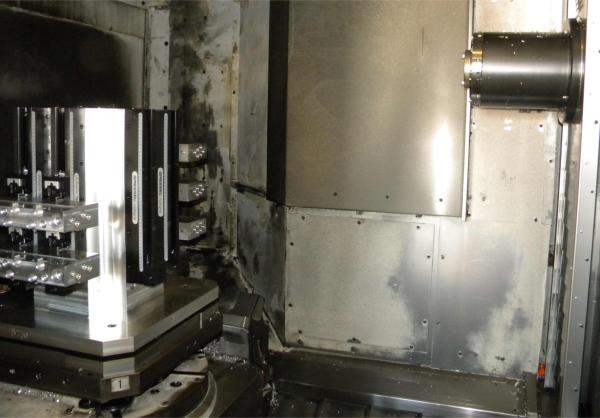
De bewerkingsruimte met links een opspanzuil en rechts de horizontale spil; de opspanzuil is bevestigd op een draaitafel (4e as).
Passie voor metaalbewerking
Leo Rijnberg was twee jaar geleden toe aan een nieuwe uitdaging, zoals dat heet. Tot 2007 werkte hij bij het bedrijf dat de eerder genoemde grijpers produceert. Metaaltechniek Tholen, opgericht in 1994 door Cees Gommers, was dus geen onbekende voor hem. Toen Gommers eind 2007 het bedrijf wilde verkopen zag Rijnberg daarin voor zichzelf een nieuw perspectief. "Metaalbewerking, vooral verspaning, is een passie. Aan de Hogeschool Zeeland volgde ik gedurende twaalf jaar een avondstudie werktuigbouwkunde, eerst op MTS-, later gedurende vier jaar op HTS-niveau. Toen deze mogelijkheid zich voordeed, heb ik die met beide handen aangegrepen, ook omdat ik het bedrijf al kende. Ik had het idee dat het financieel gezond was, dat er een prettige sfeer heerste en dat het kon rekenen op een trouwe klantenkring. Ik hoefde de afnemersmarkt dus niet van de grond af aan op te bouwen. Nu, twee jaar later, is de tijd rijp voor een nieuwe stap, vandaar de nieuwe - nou ja, bijna nieuwe - machine en ook het geavanceerde CAD/CAM-systeem dat we kortgeleden in gebruik hebben genomen."
De MA 600 HB (de H staat voor horizontaal, de B voor de draaiingsas van de machinetafel) is de op een na grootste machine uit de MA-H-serie, die in totaal vier modellen omvat. De palletwisselaar is standaard; de palletafmetingen van het door Metaaltechniek Tholen aangeschafte model zijn 630 x 630 mm en de beladingscapaciteit is 1400 kg. De assen verplaatsen zich met ijlgangen tot 60 m/min over afstanden van resp. 1000, 900 en 1000 mm (XYZ). Aan de spil van de machine (max. 6000 toeren per minuut) staat een continu vermogen van 22 kW ter beschikking. Het magazijn telt 60 gereedschapposities, waarvan er één is gereserveerd voor een tastersysteem voor gereedschapafstelling; ook is er breukdetectie aanwezig. Het aantal gereedschappen kan eventueel worden uitgebreid tot maximaal 320.

Voorbeeld van het soort werkstukken dat met grote efficiency op het horizontale bewerkingscentrum kan worden geproduceerd: een één blok aluminium vervaardigd hydrauliek-manifold.
Meer spiluren
Rijnberg: "Voor ons telt vooral de hoge productiviteit van de machine. Met de palletwisselaar kunnen we de werkstukken buiten de machine opspannen, zodat we meer spiluren maken. We werken hier in normale dagdienst, niet in ploegen. Het bewerkingscentrum wordt de eerste machine die ook in de avonduren, onbemand zal worden gebruikt."
Dat de nieuwe machine een Okuma moest zijn, was overigens geen vanzelfsprekendheid. Door het contact dat Rijnberg vanuit zijn vorige functie als inkoper met Metaaltechniek Tholen onderhield was hem wel de spreekwoordelijke betrouwbaarheid van het Japanse merk bekend. Toen het besluit tot investering in een horizontaal bewerkingscentrum eenmaal genomen was, eind 2009, heeft hij samen met Cees Gommers verschillende bedrijven bezocht om machines die aan het eisenprofiel voldeden in de praktijk aan het werk te zien. Daar waren ook andere, gerenommeerde merken bij. Het is toch een Okuma geworden.
"Deze gebruikte machine, vijf jaar oud, konden we praktisch direct geleverd krijgen, dat heeft zeker een rol gespeeld. Maar de ervaring die we zelf met Okuma hadden, gaf toch de doorslag. Waar zit 'm dat dan in? Ik zou zeggen: in de combinatie van de kwaliteit die de fabrikant levert, waardoor in onze ervaring vaste onderhoudscontracten eigenlijk overbodige luxe zijn, en de goede dienstverlening door importeur Gelderblom. Om één voorbeeld te noemen: onze oudste CNC machine is een LC30 draaibank van Okuma. Groen van kleur, dus behoorlijk op leeftijd. We maken daar nog steeds pasbouten op met een precisie van ±0,01 mm over een lengte van 250 mm. In al die jaren is de precisie niet teruggelopen."
Metaaltechniek Tholen bv, Tholen
Tel.: 0166-609191
www.metaaltechniektholen.nl
Sluiter Techniek bewijst:
Multitasking-machine van Okuma ook efficiënt bij enkelstuksproductie
In het hogere segment behoren de machines van de Multus-serie van de Japanse fabrikant Okuma tot de meest succesvolle introducties van de laatste jaren op het gebied van gecombineerd draaien en frezen. De machine, in de eerste plaats ontworpen voor klein tot middelgroot seriewerk, is ook efficiënt inzetbaar bij enkelstuksproductie. Dat althans is de ervaring van Hendrik Sluiter van het eenmansbedrijf Sluiter Techniek B.V. te Opheusden.

Hendrik Sluiter: …uitsluitend enkelstuksproductie en prototypebouw…
Een ruime, lichte hal met een complete werkplaatsuitrusting: conventionele en numeriek bestuurde machines, lasapparatuur, een pers, een zaagmachine, een krimpapparaat en een kast vol eersteklas meetgereedschap. Dit is het domein van Hendrik Sluiter, directeur én enige werknemer van Sluiter Techniek, dat zich toelegt op nauwkeurig draai- en freeswerk en op dat gebied in slechts enkele jaren al een vaste klantenkring in Nederland heeft opgebouwd.
Het metaalbedrijf valt in zekere zin uit de toon in het door tuinbouw en kassen gedomineerde gebied dat tussen Waal en Rijn is ingeklemd. De locatie laat zich verklaren door het feit dat het is voortgekomen uit het bedrijf van Sluiter senior dat onderhoudswerk verrichtte voor de tuinbouwbedrijven in de regio. Daar komt, zoals bekend, tegenwoordig heel wat mechanisering en automatisering bij kijken. In het verlengde hiervan is Hendrik Sluiter in 2005 gestart als toeleverancier van enkelvoudige producten en prototypen voor een andere sector: de algemene machinebouw. Hij heeft zich ontwikkeld tot allround vakman op het gebied van verspanende productie van complexe componenten van roestvast staal, aluminium, kunststof en gehard staal. "Een onderdeel uit gewoon staal komt voor, maar is echt een uitzondering," aldus Hendrik Sluiter, die zijn producten onder andere levert aan voedselverwerkende bedrijven, onderzoeksinstituten en de maritieme sector.
Het merendeel van de producten zijn draaidelen waaraan veelal ook freesbewerkingen, soms schuin t.o.v. de hartlijn en excentrisch, moeten worden verricht. Eigenlijk precies het type werkzaamheden waarvoor Okuma in het begin van de eeuw de Multus draaifreesmachine ontwierp, zij het dan dat men hiermee vooral fabrikanten van kleine tot middelgrote series precisieproducten met een voorkeur voor snelle verspaning op het oog had. De machine laat zich echter volgens Hendrik Sluiter ook efficiënt inzetten voor enkelstuksfabricage. Hij ging vijf jaar geleden van start met enkele conventionele machines; in 2007 kwam daar de eerste CNC-machine bij: een Hurco bewerkingscentrum. De Multus B400-W werd in oktober van het vorig jaar besteld en kon al in december geleverd worden; luttele weken daarna was de machine al volop productief.

Het is dit type precisiedraaidelen met additionele freesbewerkingen waarin Sluiter Techniek excelleert. Productie op de Multus-machine zorgt voor korte cyclustijden en hoge precisie.
Steeds complexere werkstukken
Sluiter: "Ik heb tot nu toe weinig last gehad van de economische crisis. Vorig jaar was goed in vergelijking tot 2008. Er zijn altijd ups en downs, maar op de opdrachten die ik krijg heeft de conjunctuur weinig vat. Ik hoef ook nauwelijks op prijs te concurreren. Belangrijk is dat ik me als eenmansbedrijf flexibel opstel en snel kan leveren. En kwaliteit lever natuurlijk. Klanten zijn tevreden maar komen ook, of misschien moet ik zeggen juist daardoor, met steeds complexere werkstukken. Draaidelen die je het beste in één opspanning ook van alle freesbewerkingen kunt voorzien. Tot dan toe maakte ik zulke werkstukken vaak gecombineerd op de conventionele banken en het bewerkingscentrum, maar dat was bewerkelijk en tijdrovend. Dus ik wilde niet alleen de capaciteit verhogen, maar ook ingewikkelder werk eenvoudiger en ook flexibel kunnen uitvoeren."
Hij had snel een shortlist samengesteld van in aanmerking komende machinetypen. Op basis van het technische eisenpakket, in termen van stabiliteit en precisie, maar ook vanwege het kostenaspect, viel de keuze op Okuma.
Sluiter: "Van de drie hoogwaardige machines, die alle in het hogere prijssegment vielen, was de Multus B 400 per saldo de goedkoopste machine. Qua concept sloot deze machine ook goed aan op de uiteenlopende productenportfolio. De definitieve beslissing heb ik pas genomen na een kleinere uitvoering van de Multus bij een collegabedrijf in werking te hebben gezien."

De bewerkingsruimte van de Multus B400-W draaifreesmachine met rechts de freesspil, die bij draaibewerkingen fungeert als 'houder' voor de draaibeitels; freesbewerkingen kunnen schuin op de as en excentrisch worden uitgevoerd.
De zevenassige 'multitasking'-machine heeft een in wezen eenvoudige configuratie: een hoofd- en een hulpspil, waartussen bij de '400'-uitvoering werkstukken met een lengte tot 1500 mm en een diameter tot 710 mm kunnen worden opgespannen. Voor alle draai- en freesbewerkingen komt de zwenkbare freeskop in actie. Deze freeskop kan met zijn 14 kW spilvermogen en toerental van 6000 min-1 tot 450 cm³ per minuut verspanen. Vanuit een gereedschapmagazijn dat in dit geval veertig posities heeft (andere opties zijn 20 of 80 stations) worden de draaibeitels en frezen opgehaald en in de HSK63-opname geplaatst. Met de Y-as, die een bereik heeft van 230 mm, zijn excentrische freesbewerkingen uit te voeren. Complexe draaidelen zoals onderdelen voor robotkoppelingen, zijn hiermee in één opspanning te maken.
Daarbij is er bij de machines van de Multus-serie ook van alles aan gedaan om een blijvend hoge precisie en afwerkingskwaliteit van de werkstukken te garanderen. De grote massa en het lage zwaartepunt van de machine brengen trillingen terug tot een minimum. Een ander kenmerk van de constructie is dat de gewichten van de samenstellende delen van de machine bijna uitsluitend in verticale richting verplaatst worden. Ook het Thermische Deformatie Compensatie Systeem (TDCS), dat Okuma heeft ontwikkeld om de verandering van machinecomponenten ten gevolge van thermische invloeden tegen te gaan, draagt bij aan de machineprecisie. Zo wordt de lineaire uitzetting van de freesspil gecompenseerd door de daar tegenin werkende uitzetting van de kruisslede, terwijl de spilafwijkingen gelijk oplopen met het gereedschap. Deze Okuma oplossing wordt afgerond met voorgespannen kogelomloopspillen en elektronische compensatie van andere thermische variaties.
Bewerkingsproces simuleren
De twee weken training die Gelderblom na de installatie van de machine verzorgde, waren ruimschoots voldoende om Hendruk Sluiter volledig vertrouwd te maken met de eigen OSP P-200 besturing. Vooral het CAS (Collission Avoidance System) dat botsingen voorkomt door het gehele bewerkingsproces vooraf te simuleren in de besturing is een welkome voorziening voor een onderneming met enkelstuksproductie, waarbij elk werkstuk weer opnieuw moet worden geprogrammeerd.
Sluiter Techniek B.V., Opheusden
Tel: 06 11 36 13 08
www.sluitertechniek.nl
Mega-investering Machinefabriek P.C. Buitendijk opent deuren naar nieuwe markten
Die ene noodzakelijke vervangingsinvestering die - crisis of niet - dan uiteindelijk toch doorgang vindt, dat valt nog te begrijpen. Maar welke toeleverancier van verspaningsproducten zet in dit tijdsgewricht met tussenpozen van een maand, volledig gefinancierd bovendien uit eigen vermogen, twee nieuwe Okuma's en een Doosan draaimachine in de werkplaats neer? Metaalunielid Machinefabriek P.C. Buitendijk b.v. uit Weesp laat met dit staaltje van anticyclisch investeren zien over voldoende vertrouwen te beschikken dat het komende herstel van de economie de mega-aankoop met terugwerkende kracht zal rechtvaardigen.

Bedrijfsleider André van der Blom bij het Multus B400 draaifreescentrum.
"Deze drievoudige aanschaf is geen vervangingsinvestering," verduidelijkt directeur Paul Buitendijk, "We zetten ons bedrijf ermee op een hoger plan. We kunnen efficiënter werken, we zijn flexibeler naar de afnemers toe en zijn in staat nieuwe marktsegmenten aan te boren."
Stuk voor stuk zaken die om een korte uitleg vragen. Met het Space Center MA-600HB van Okuma bijvoorbeeld - het eerste horizontale bewerkingscentrum in de werkplaats - zorgen de eenvoudige spantechniek en de automatische palletwisselaar voor een hogere bezettingsgraad dan die van verticale machines. Met de B-as laten zich meerdere vlakken in één keer bewerken, waar voorheen vaak twee tot drie opspanningen nodig waren. Die B-as is bovendien numeriek bestuurbaar in stapjes van 0,001° (als optie: standaard is 1°). Buitendijk noemt als belangrijk pluspunt de economische inzetbaarheid voor zowel kleine als tamelijk grote series; de machine kan werkstukken met lange cyclustijden langdurig manloos bewerken. De machine is voorzien van een opspantafel van 630x630 1000 x 1000 mm betreft de slag!
De Puma 700 ML draaibank van Doosan, geleverd door Dormac Import B.V. in De Goorn, is geschikt voor de bewerking van grote draaidelen met een diameter tot 1020 mm en een lengte tot 3200 mm. De machine heeft aangedreven gereedschap en een hydraulische bril voor de ondersteuning van zware werkstukken met een diameter tot 450 mm. Een typisch product waarvoor het bedrijf de machine inzet zijn zware pompassen.

Met het horizontale bewerkingscentrum Space Center MA-600HB kunnen relatief veel spiluren gemaakt worden. Met een carrousel en automatische palletwisselaar kan de machine werkstukken met lange cyclustijden langdurig manloos bewerken.
Extra zware uitvoering
De derde machine van het ongeveer gelijktijdig aangeschafte trio is een Multus B 400 draaifrezer van Okuma, de op een na grootste machine uit de succesvolle 'multitasking'-serie die sinds 2004 op de markt is. Deze zevenassige machine leent zich voor precisieverspaning van werkstukken met een diameter tot 710 mm en een lengte tot 1500 mm. De Multus is standaard voorzien van een freesspil, en Buitendijk heeft voor een extra zware uitvoering (11 kW, 10.000 toeren) en de optionele 0,001°-indexering gekozen. Eveneens standaard is de Y-as met een slag van 230 mm voor excentrische bewerkingen. Opdat de machine grotere series onbemand kan produceren is er een automatische stafaanvoer aan gekoppeld voor materiaal met een maximale diameter van 80 mm. Opvallend zijn voorts de grote klauwplaat (Ø 380 mm) en de numeriek bestuurde losse kop.
Machinefabriek P.C. Buitendijk ging in 2007 van start als een soort spin-off van de onderneming J.H. Buitendijk die veertig jaar geleden werd opgericht door Pauls vader. Paul heeft het edele verspaningsvak dus met de paplepel ingegoten gekregen. Op achtjarige leeftijd stond hij al achter een conventionele draaibank; niet dat er sprake was van kinderarbeid, maar met de fabriek op een paar meter van het ouderlijk huis ga je natuurlijk even kijken hoe het dagelijks brood verdiend wordt. Op zijn veertiende kreeg hij zijn eerste programmeerles van Rob Gelderblom van de gelijknamige Okuma-importfirma.
Aan tegenstrijdige eisen voldoen
Machinefabriek P.C. Buitendijk levert aan een aantal vaste afnemers in sectoren als de algemene machinebouw, voedingsmiddelenindustrie, defensie en scheepvaart onderdelen van uiteenlopende omvang, complexiteit en precisie en fungeert daarbij vaak als meedenkende partner. Te denken valt aan onderdelen voor de procesindustrie (mixers o.a.), voor tril- en heimachines, voor projecten in de weg- en waterbouw en de al genoemde pompassen. Het gros van de producten wordt vervaardigd uit staal, aluminium en roestvast staal, in series die variëren van enkelstuks tot 100. 'Rendabele kleinserieproductie' noemt Paul Buitendijk als een van de sterke punten van het bedrijf.
"De markt focust steeds meer op leveringsbetrouwbaarheid: het moet snel klaar zijn en vaak aan hoge eisen voldoen. Vandaag bestellen en morgen leveren - bij wijze van spreken, maar soms letterlijk - is niet voldoende. Ook de kwaliteit moet goed zijn, de precisie, de afwerking. Met ons machinepark, dat voor het overgrote deel uit Okuma's bestaat, zijn we in staat aan die tegenstrijdige eisen te voldoen. Door de gereedschapmagazijnen op een slimme manier te vullen zijn de machines als het ware stand-by voor de meest voorkomende opdrachten. Speciale tools slaan we met de houder op zodat er geen tijd verloren gaat met de samenstelling."
Voegen in de trend
Als Paul Buitendijk gevraagd wordt naar zijn voorkeur voor Okuma, toch een van de duurdere merken, noemt hij de betrouwbaarheid. De machines staan alleen stil als het moet, ze gaan lang mee en de onderhoudsintervallen zijn lang. Sommige exemplaren in de werkplaats hebben er al meer dan één decennium op zitten. Het z.g. Thermo-Friendly Concept garandeert ook onder normale werkplaatscondities een zeer goede thermische stabiliteit en hoge precisie. Alle assen hebben vermogensbewaking, zodra meer vermogen wordt afgenomen dan geprogrammeerd, bijvoorbeeld door slijtage, wordt de beweging afgebroken. De eigen besturing van Okuma OSP P-200, werkend onder Windows, is voorzien van het CAS anti-botsingssysteem. Simulatie van de procesafloop resulteert in kortere instel- en inlooptijden, wat kosten bespaart. De besturing kan in een netwerk (Ethernet) worden opgenomen voor data-uitwisseling e.d.
"Met de aankoop van deze machines," zegt Buitendijk, "voegen ons in de trend die de kansen van de Nederlandse metaalindustrie in de komende tien jaar bepaalt: vergaande automatisering, high end productiemachines. We hebben ons bedrijf als toeleverancier, qua afmetingen en mogelijkheden - complexiteit van werkstukken bijvoorbeeld - en niet te vergeten flexibiliteit op een hoger niveau gezet. Met de drie nieuwe machines kunnen we bestaande klanten betere prijzen bieden en krijgen we opdrachten uit voor ons nieuwe delen van de markt."
Machinefabriek P.C. Buitendijk b.v., Weesp
Tel.: 0294-413038
www.machinefabriek.com
BSM Valves en Fittings zet de stap naar geïntegreerd draaien en frezen
"Zouden we alleen gewoon staal verwerken, dan stonden hier andere machines."
De Bredase fabrikant van afsluiters, fittingen en flenzen BSM Valves & Fittings heeft in nog geen tien jaar tijd een wereldwijde reputatie opgebouwd door zeer korte leveringstijden te hanteren. Snelle vervanging van defecte componenten kan bij olie- en gasinstallaties tot aanzienlijke kostenreducties leiden door beperking van improductieve downtime. Het machinepark is afgestemd op dit 'unique selling point', waardoor de economische crisis nauwelijks vat heeft gekregen op het bedrijf. Daardoor kan het voorgenomen investeringsbeleid onverkort worden voortgezet en is onlangs een Multus B400 draaifreescentrum van Okuma aangeschaft. Directeur Peter Besseling: "We willen hiermee een positief signaal afgeven. Maar het is nu ook een goede tijd om te kopen."

De nieuwe Multus B400 past in de trend van een productie die steeds flexibeler moet reageren op vragen uit de markt.
Natuurlijk, de producten beantwoorden aan hoge kwaliteitsnormen, maar Besseling noemt de korte leveringstijd als belangrijkste kenmerk waarmee de onderneming zich op de internationale markt - "alles tussen Canada en Australië" - onderscheidt. Hij spreekt van een 'pure nichemarkt' en licht dat ook toe. "We zijn een servicegerichte onderneming en marktleider als het gaat om de snelle levering van afsluiters, en viervijfde van onze wereldwijde verkoop is aan de olie- en gassector. Die producten kun je overal en in diverse kwaliteiten kopen, normaliter is de leveringstijd drie maanden. Dat komt omdat de meeste fabrikanten hun machinepark hebben afgestemd op de productie van grote series. Wij werken met kleine series: meestal van 1 tot 10 stuks, soms meer. We doen alles in eigen huis: engineering, productie, assemblage en testen. Alle producten gaan per vliegtuig, soms per helikopter, naar de eindbestemming. Zo zijn we in staat een hoogwaardig product, klantspecifiek aangepast en wel, binnen drie weken af te leveren. Een factor vier sneller dan de termijnen die de algemene markt gemiddeld hanteert."
De klantspecifieke aanpassingen worden bepaald door de toepassing: de afsluiters zijn bestand tegen hoge of juist zeer lage temperaturen, vervaardigd van speciale materialen, geschikt voor toepassing onder hoge drukken of onder explosiegevaarlijke omstandigheden. Leveringstijd is vaak cruciaal: een defecte afsluiter kan een hele installatie stilleggen. De kosten van vervanging spelen dan nauwelijks nog een rol, het gaat erom dat de productie snel weer op gang komt. Besseling: "Klanten kopen bij ons de 'oplossing van een probleem'. Ze zijn bereid wat meer geld uit te geven aan het product met als doel om veel geld te besparen op het proces."
Stabiliteit
Het productiebedrijf BSM Valves & Fittings is voortgekomen uit een handelsmaatschappij in fittingen en flenzen. In 1994 werd besloten de door de afnemers gewenste aanpassingen voortaan zelf uit te voeren. later ging men complete producten vervaardigen; een jaar of negen geleden ook afsluiters. Tegenwoordig maakt BSM deze in een ruime variëteit - kogelkranen, klep-, naald-, schuifafsluiters enz. (zie www.bsmbreda.nl) - en is het afzetgebied letterlijk wereldwijd: 95% van de productie gaat over de grens.
De afsluiters worden vervaardigd uit hoogwaardige, corrosievaste materialen zoals Hastelloy, titaniumlegeringen, duplex staal, Monel en SMO. Niet de gemakkelijkst verspaanbare soorten, waarbij de niet zelden complexe eindvorm uit één massief blok wordt gehaald. Het blijkt dat dit gegeven in belangrijke mate de opbouw van het machinepark, waarin de Okuma draai- en freesmachines domineren, heeft bepaald. Het speelde ook een rol bij de aanschaf van het nieuwe Multus B400 draaifreescentrum.
Besseling: "Zouden we hier alleen het gewone koolstofstaal verwerken, dan hadden we hier andere machines staan. Machines die een lagere investering zouden vergen, maar die niet de stabiliteit en betrouwbaarheid zouden hebben die wij verlangen om onze positie op de markt waar te maken."
Met de nieuwste aanwinst zet BSM voor het eerst de stap naar gecombineerd draaien en frezen. Het Multus-concept is Okuma's antwoord op de toenemende vraag naar multifunctionele machines. De serie is thans beschikbaar in twee uitvoeringen, B300 en B400. Sinds de introductie op de EMO 2005 te Hannover heeft dit concept zijn weg gevonden naar talloze metaalverwerkende bedrijven. Het gecombineerde draaien en frezen, met als grote voordeel dat complexe werkstukken in één opspanning compleet kunnen worden bewerkt, is beslist niet uniek. Het bijzondere van de Multus-serie is de combinatie van eerder ontwikkelde Okuma-technologieën - het temperatuurcompensatiesysteem (Thermal Friendly Construction), de botsingbeschermingssoftware (Collision Avoidance System), de zeer stabiele constructie en de hoge dynamiek - met de veelzijdige bewerkingsopties van een multitasking machine. In dit verband kan ook de eigen OSP P200L besturing van Okuma genoemd worden. Met dit alles beschikt de gebruiker over een zevenassige machine die met micronprecisie complexe producten in grote, maar ook in (zeer) kleine series met relatief korte cyclustijden kan produceren.

Op de werkvloer overheersen de draai- en freesmachines van Okuma.
Hoge verspaningscapaciteit
De B400 uitvoering, met een draailengte van 1550 mm en een maximale werkstukdiameter van 710 mm biedt deze mogelijkheden voor met name grotere werkstukken. Met een vermogen van 22 kW, een maximaal toerental van 3800 min-1 en een koppel van 700 Nm (dit zijn standaardwaarden, optioneel zijn hogere waarden mogelijk) staat een grote verspaningscapaciteit ter beschikking. De machine beschikt o.a. over een revolver met 20 posities voor (aangedreven) gereedschappen.
Besseling noemt met name de verspaningscapaciteit en de stabiele constructie als belangrijke aspecten bij de keuze voor dit type draaifreescentrum. Daarnaast heeft BSM de mogelijkheid uitgebreid om onderdelen met grotere diameters te bewerken. Bij de investeringsbeslissing lag het merk bij voorbaat vast. Ook wanneer machines van andere fabrikaten moeten worden vervangen wordt gekozen voor Okuma. Niet alleen op grond van de technische merites, verzekert Besseling, ook om zoveel mogelijk met één type besturing te werken; daarnaast zijn er de logistieke voordelen. Bovendien wordt de ondersteuning door importeur Gelderblom, onder andere bij de training van medewerkers, als professioneel en grondig gewaardeerd. Dat wordt bevestigd door medewerkers op de werkvloer. De problemen die men in de eerste weken na de ingebruikname van een nieuwe machine tegenkomt worden genoteerd en in een tweede bijscholingsfase geëvolueerd en opgelost
.
Een complete afsluiter met drukmeters, vervaardigd uit titanium.
Nieuwe markten
Besseling: "Met de ingebruikname van de Multus begin november hebben we in de eerste plaats een capaciteitsprobleem opgelost. Maar deze uitbreiding van ons machinepark sluit ook in een ander opzicht goed aan op de ontwikkelingen. We draaien een buitengewoon goed jaar als je het afzet tegen de economische crisis, we hebben bijvoorbeeld ons personeelsbestand met 10% uitgebreid. Maar we hebben onze omzetstijging vooral gerealiseerd door het ontsluiten van nieuwe markten en meer klanten te werven. Dat betekent dat we flexibeler moeten produceren. De leveringstermijn is ruwweg drie keer zo kort als een jaar geleden, zowel voor de algemene markt als voor ons. De Multus 400B levert daaraan een bijdrage omdat we hiermee heel snel kleine series producten compleet kunnen produceren en snel kunnen switchen op een ander product."
Hoogendijk koopt drie Okuma's in twee jaar
De automatisering van het verspaningsproces mag in de Nederlandse metaalindustrie een belangrijke trend zijn, drie Okuma gereedschapmachines op twee man blijft een uitzonderlijke verhouding. Toch is dat de situatie bij Hoogendijk CNC Draai & Freesbewerkingen te Biddinghuizen. Sterker nog: in het voormalige boerenbedrijf waar ex-akkerbouwer Gerard Hoogendijk in 2003 bescheiden op een tweedehands draaibank zijn toeleveringsactiviteiten begon, houdt hij samen met zijn zoon Nico inmiddels vier CNC-machines aan de praat. Ook in dit recessiejaar lukt dat heel aardig: de omzet zal waarschijnlijk opnieuw toenemen.
De kennismaking met Okuma dateert van de Metavak 2006 in Hardenberg, waar Gerard Hoogendijk zijn licht opstak op de Gelderblom-stand.
"De kleine machine die daar stond opgesteld, trok onze aandacht. We waren op zoek naar een opvolger voor onze teach-in draaibank die was aangeschaft toen de zaak een beetje ging lopen en die ik vooral waardeerde vanwege de gemakkelijk te bedienen besturing. Tot dan toe deden we vooral enkelstuks en kleine series; we waren toe aan een machine die ook grotere series aankon. Bij Gelderblom raakten we in gesprek met Martin Westerveld die ons ervan wist te overtuigen dat de door Okuma zelf ontwikkelde OSP P200 besturing er misschien op het eerste gezicht best ingewikkeld uitzag, maar waarmee je in de dagelijkse praktijk snel leerde omgaan. Okuma had natuurlijk ook een type draaimachine in het programma dat aansloot op onze ideeën. Martin nam ons mee naar verschillende Gelderblom-relaties die ons welwillend soortgelijke draaibanken demonstreerden en hun positieve ervaringen met ons deelden."

Gerard Hoogendijk bij de Space Turn LB 300-M. "Leverancier Gelderblom kon zich goed inleven in onze problematiek."
Omdat direct in zee gaan met één leverancier een wat al te smalle basis voor een dergelijke belangrijke investering was, werd ook het aanbod van een ander gerenommeerde Japanse machinefabrikant bekeken. Opmerkelijk genoeg werd het toch de besturing die het pleit beslechtte voor Okuma. Maar niet als enige.
Gerard Hoogendijk: "Er was ook een bepaalde klik, de mensen van Gelderblom konden zich goed inleven in onze problematiek van relatief kleine verspanende toeleverancier. Er ontstond een vertrouwensbasis en, wat ik goed kon waarderen, er werd geen pressie op ons uitgeoefend om nou maar eens tot aankoop te beslissen. Dat kan ik niet van iedere leverancier zeggen."
Nico vult aan: "Ze doen wat ze beloven. Ook dat telt mee."
De recente aanschaf van een derde Okuma laat zien dat Hoogendijk ook tevreden is over de technische prestaties van de machines en dat het met die vertrouwensbasis wel goed zit.
Van tractor naar draaibank
Hoogendijk CNC Draai en Freesbewerkingen is gevestigd in het vlakke land van de Flevopolder, waar de horizon alleen onderbroken wordt door een verre kerktoren en reeksen gestaag zoevende windmolens. Hier had Gerard Hoogendijk tot 1998 zijn akkerbouwbedrijf. Maar daar zat, zegt hij, economisch de klad in. Lange dagen maken, weinig verdienen. De winst zat hem niet zozeer in wat die grond voortbracht, maar in de waardestijging van de grond zelf.
"Ik heb van mezelf gevoel voor techniek, deed het technisch onderhoud van de machines en zo. Op een gegeven moment ben ik als boer gestopt; na een tussenperiode waarin ik als eigen rijder mijn brood probeerde te verdienen heb ik met de oprichting van het toeleveringsbedrijf een goede stap gezet. Ik heb zogezegd de tractor verruild voor de draaibank. Ik ben voorzichtig begonnen, met een tweedehands, zeg maar rustig oude draaibank. Van het begin af aan wisten de klanten, machinebouwers vooral, me te vinden. Er kwam ingewikkelder werk mijn kant op, dan wil je al gauw een computerbestuurde machine. Dat werd eerst die teach-in draaibank. Maar de kleine series, waarvoor die bank overigens uitstekend geschikt is, werden groter. Ik heb toen een nieuwe Tsjechische machine aangeschaft. We hebben inmiddels ook nog een volautomatische zaag, een 3D-coördinatenmeetmachine en een paar conventionele banken. Maar de kern vormen de drie Okuma's; daarmee hebben we nu dus vier CNC-machines die worden bediend door twee man: ikzelf en mijn zoon Nico, die kortgeleden, na het behalen van zijn MTS-diploma, de zaak is komen versterken."
Flexibel en veelzijdig
Door Gerard Hoogendijks persoonlijke inzet, zijn feeling voor het verspaningsvak en het geavanceerde machinepark heeft de onderneming in enkele jaren een uitstekende reputatie opgebouwd bij met name machinebouwers. Hoogendijk somt de sterke punten op van zijn onderneming. "Omdat we op de machines mogen vertrouwen, kunnen we ons flexibel opstellen. Tussendoor-klussen doen bijvoorbeeld. We zijn veelzijdig: verwerken staal, roestvaststaal - zo'n 20% van het geheel - aluminium, kunststof en andere materialen. We richten ons op kleine tot middelgrote series, maar als het moet doen we ook enkelstuks. Voor onze afnemers in de machinebouw, voedingsindustrie en offshore, hanteren we korte leveringstijden En we zijn een klein bedrijf dat meestal met kleine uitbesteders zaken doet; onze opdrachtgevers zijn vaak technici en wij staan zelf achter de machine; we spreken dus dezelfde taal."

De bewerkingsruimte van de Space Turn LB4000 Ex. De revolver biedt plaats aan twaalf - al dan niet aangedreven - gereedschappen.
De aanschaf van de eerste Okuma in 2007, een (Space Turn) LB 300-M draaibank met 12-positie revolver, de mogelijkheid van aangedreven gereedschap en een toolsetter, werd in 2009 gevolgd door nog twee machines. Met de (Space Turn) LB 4000 Ex werd de maximale draaidiameter verruimd van 300 naar 400 mm. Met een automatische stafaanvoer voor de LB 300 is een eerste stap gezet naar verdere automatisering van het draaiproces. Deze machines zijn, evenals het MB 46 bewerkingscentrum, alle uitgerust met de OSP P200 besturing. Alle machines hebben procesbewaking: signaleert de besturing een te zwaar vermogen dan stopt de bewerking.

Nico Hoogendijk bij de Space Turn LB4000 Ex draaimachine.
Vader en zoon Hoogendijk zijn positief over de machines. Nico: "Ze zijn zeer stabiel, dat vind je terug in de nauwkeurigheid. Deze machines hebben een lange levensduur en als je ze van de hand doet een behoorlijke restwaarde. Niet dat we dat al van plan zijn…"

Het bewerkingscentrum Space Center MB-46VAE.
Hoogendijk CNC Draai en Freesbewerkingen VOF, Biddinghuizen
Tel.: 0321-332229
www.hoogendijk-metaalbewerking.nl
Gelderblom CNC Machines BV, Houten
Tel.: 030 24 12 541
www.gelderblom.nl
Okuma introduceerde in Milaan precisiemachines voor zware verspaning van grote werkstukken
Tijdens de afgelopen EMO in Milaan exposeerde Okuma, de Japanse fabrikant van verspanende machines, een grote dwarsdoorsnede uit het programma. Okuma wordt in ons land vertegenwoordigd door Gelderblom CNC Machines te Houten. Er werden verschillende noviteiten gedemonstreerd waarbij er veel aandacht uitging van het nieuwe verticale draaicentrum VTR-160A en een aanvulling op de succesvolle Multus-reeks: de Multitasking machine Multus B750 W x 3000.
Het nieuwe Okuma verticale draaicentrum VTR-160A is ontwikkeld vanuit een dubbele kolommachine met een hoge stabiliteit en nauwkeurigheid. De maximaal te bewerken productdiameter is 1600 mm, de maximale lengte is 1250 mm en het maximale productgewicht bedraagt 10 ton. De geëxposeerde machine was voorzien van een handbediende klauwplaat met een diameter van 1250 mm. De benodigde vloerafmeting is 5910 x 3650 mm.
Dat de VTR-160A zich uitstekend leent voor groot en zwaar verspaningswerk blijkt uit de grote asverplaatsingen: 1730 mm (X), 900 mm (Z) en 600 mm (W). De hoofdspil draait maximaal 400 toeren per minuut en heeft een vermogen van 55 c.q. 45 kW. De gereedschapsspil draait maximaal 3000 toeren per minuut en heeft een vermogen van 18,5 c.q. 15 kW. De gereedschappen kunnen automatisch worden verwisseld vanuit een magazijn met 24 posities.
De machine is uitgerust met de eigen OSP-P200L besturing van Okuma. Deze besturing is voorzien van alle geavanceerde functies om een veilige en efficiënte productie mogelijk te maken, zoals het CAS antibotsingssysteem en de IGF dialoogbesturing. De besturing kan opgenomen worden in een Ethernet-netwerk en via de USB-toegang worden voorzien van relevante gegevens vanaf een barcode-lezer, een USB-stick e.d. Andere voorzieningen zijn 'Servo Link' de 'DeviceNet'.
De ander noviteit was de intelligente multitaskingmachine Multus B750. Deze machine is geschikt voor het draaien en frezen van cilindervormige werkstukken met een diameter tot 1050 mm en een lengte tot 3000 mm. Ook deze machine is evenals de kleinere Multus machines voorzien van het geavanceerde TAS-C en TAS-S systeem (Thermo Active Stabilizer voor resp. de Constructie en de Spil). Hiermee worden maatafwijkingen gecompenseerd die ontstaan door de schommelingen in de omgevingstemperatuur en het opwarmen van de machine, en kan een hoge precisie - tot in het microngebied - gegarandeerd worden, zelfs in niet klimaatgecontroleerde werkplaatsen. Ook is deze machine, door Okuma zelf betiteld als 'the intellectual monster', met het eigen anti-botsingssysteem van Okuma uitgerust. De benodigde vloerafmeting is 8500 x 3532 mm.

Wat betreft de freesbewerkingen zijn de prestaties van de Multus B750, met een vermogen van 37 kW (bij een toerental van 10000 min-1 en een koppel van 505 Nm) vergelijkbaar met die van een bewerkingscentrum. De machine is uitgerust met hoofdspil en een gelijkwaardige sub-spil met een 'Big Bore'-doorlaat van Ø185 (1500 min-1, 45 kW en 5305 Nm). De ijlgang van de freeskop bedraagt in alle richtingen (X,Y,Z) 40 m/min. De kop wordt door middel van een automatisch wisselsysteem van gereedschappen voorzien vanuit een magazijn met 40 (optioneel 80 of 160) posities.
AAE bv neemt flexibele productiecel met Okuma bewerkingscentra in gebruik
"Scherpe prijzen door automatisering, ook van kleine series."
Stapsgewijs naar automatisering van de verspanende productie - dat is de formule die AAE bv te Helmond de laatste jaren hanteert om de productie van doorgaans kleine series precisieproducten steeds meer onbemand te laten plaatsvinden. Met de recente investering in een geautomatiseerde cel met twee vijfassige Okuma bewerkingscentra en een Erowa beladingsrobot realiseert AAE al na enkele maanden een bezettingsgraad van 80%. Daardoor daalt de kostprijs van de onderdelen voor eigen gebruik en kan men als toeleverancier aan derden scherpe prijzen offreren.

Het typisch AAE-onderdeel is complex, in kleine serie vervaardigd en nauwkeurig getolereerd.
AAE ontwikkelt naast specials en proto-seriebouw, eigen montage- en bedrukkingsmachines alsmede mechatronische systemen, die volledig automatisch samenstellen en printen uit onderdelen die bijvoorbeeld vanuit triltrommels of robots worden aangevoerd. Een transportinrichting met productspecifieke opnamen voert de geleidelijk completer wordende subassembly automatisch van station naar station. AAE maakt deze hoogwaardige systemen voor sectoren als de elektronische industrie, de medische industrie, de automotive, fabrikanten van DVD-machines, de semiconductorindustrie en de food & beverage industrie. De klanten zijn over de gehele wereld te vinden; onder andere in Duitsland, de Verenigde Staten, Israël, Spanje en Italië. Door het gehele traject van engineering en productie tot in bedrijf stellen en service & onderhoud, inclusief de ontwikkeling van software, in één hand te houden, kan AAE een hoge toegevoegde waarde bieden.
AAE heeft destijds de strategische beslissing genomen om de complete productie in eigen huis te verzorgen. Draaien en frezen van de vaak complexe componenten in kleine series gebeurt in de eigen onderdelenproductie, die ook als toeleverancier voor derden fungeert. De afgelopen drie, vier jaar heeft AAE voor miljoenen geïnvesteerd om deze activiteiten efficiënt, met een hoog kwaliteitsniveau en in toenemende mate geautomatiseerd uit te voeren.

In het centrale deel van de flexibele productiecel bevinden zich de robot en het werkstukmagazijn, van waaruit de pallets naar de beide MU500-VA bewerkingscentra van Okuma worden overgebracht. Het programma JobManager van Erowa regelt de interne logistiek van de cel.
"Wij zien automatisering als dé mogelijkheid om de kostprijs van componenten te reduceren." Aldus Henk Tils, Business Unit Manager Fine Mechanical Parts. "De uitdaging daarbij is de beperkte seriegrootte. Maak je van een product honderdduizenden stuks, dan is automatisering logisch en relatief eenvoudig uitvoerbaar. Eén keer programmeren en draaien maar. Bij ons ligt dat anders. Het rendement wordt bepaald door factoren als de programmeertijd, de insteltijd van het gereedschap en de opspantijd van het werkstuk."

Close-up van een van de magazijnen in de bewerkingscel.
Vijfvlaksbewerkingen
In 2005 werd met de aanschaf van twee Okuma-machines een eerste omvangrijke hardware-investering gedaan. Bij het MA-400HA horizontaal bewerkingscentrum voert een zesvoudige palletpool de werkstukken aan; deze complexe onderdelen hebben zodanige cyclustijden dat hiermee probleemloos een heel weekend kan worden doorgewerkt. De werkstukken worden op een opspanstation handmatig gefixeerd op speciaal vervaardigde opspanzuilen. Een deel hiervan is voorzien van het MTS nulpuntopspansysteem van Erowa. Voor het meervoudig opspannen van kleinere producten zijn speciale spanmallen vervaardigd. Producten kunnen complexe driezijdige bewerkingen ondergaan, waarna door handmatig wijzigen van de positie bij de met het Erowa-systeem opgespannen producten ook vijfvlaksbewerkingen mogelijk zijn. Hetzelfde opspansysteem wordt toegepast bij de opspanning van de producten op het gelijktijdig aangeschafte MU-400VA vijfassige bewerkingscentrum, dat is voorzien van een zwenkdraaitafel. In 2007, twee jaar na de aanschaf, werd voor deze machine een volgende stap op het automatiseringspad gezet met de aanschaf van een Easy-robot van Erowa. De werkstukken kunnen nu onbemand in de machine geladen worden. Daardoor is het rendement in de onbemande uren aanzienlijk opgevoerd.
Eveneens in 2007 nam AAE een draaifreesmachine Multus B-300W van Okuma in gebruik. Dit is een zevenassige machine met zwenkbare freesspil en overnamespil, geschikt voor de bewerking van kleine tot middelgrote complexe producten. Om ook deze onbemand te kunnen inzetten werd hieraan een jaar later een stafaanvoer gekoppeld.

Vijfassige simultaanbewerking in een MU500-VA bewerkingscentrum vormt een van de factoren die bijdragen aan korte cyclustijden.
Productie slim verdelen
Begin dit jaar leverde Okuma-importeur Gelderblom CNC Machines BV op turnkey-basis een complete flexibele productiecel, waarin twee identieke vijfassige MU500-VA bewerkingscentra van Okuma zijn gekoppeld aan een ERS-robot van Erowa, die werkstukpallets vanuit een magazijn in de bewerkingsruimten van de machines laadt. Beide machines hebben een gereedschapmagazijn (type matrix) met 240 posities. Een deel hiervan is voorzien van standaardgereedschappen, de rest van speciaalgereedschappen. Een contactloos Blüm lasermeetsysteem controleert volautomatisch de essentiële maten van het standaardgereedschap (diameter, lengte) in de machine; speciaal gereedschap wordt buiten de machine 'ingemeten'. Er is gekozen voor drie verschillende pallettypen, die door elkaar heen inzetbaar zijn. Dit geeft een grote flexibiliteit qua werkstukafmetingen.
Tils: "Wij laten duidelijk zien dat automatisering iets anders is dan simpelweg het vervangen van mensen door machines. De complete productie wordt slim verdeeld over de machines en over bemande en onbemande uren. Overdag zijn alle Okuma's gewoon bemand; de mensen begeleiden de lopende productie en bereiden de onbemande productie voor. Met die formule verwachten we dat op onze flexibele productiecel op niet al te lange termijn - als de recessie geen roet in het eten gooit - een bezettingsgraad van 80% zonder meer haalbaar is. Dat kan o.a. door overdag het programmeren en stellen zoveel mogelijk offline uit te voeren."
Van alle productseries wordt het eerste exemplaar bemand bewerkt. Na vrijgave door de kwaliteitsdienst kan de rest van de serie onbemand worden geproduceerd. De kunst is vervolgens om de totale productie optimaal over de verschillende machines te verdelen, waarbij de geringe seriegrootte de voornaamste uitdaging vormt. Eén regel is bijvoorbeeld om producten met lange cyclustijden naar het weekend door te schuiven, als dat niet conflicteert met de leveringstijd.

De beide matrixmagazijnen bieden elk ruimte aan 240 gereedschappen.
AAE bv, Helmond
Tel.: 0492-541861
www.aaebv.com
Gelderblom CNC Machines BV, Houten
Tel.: 030 24 12 541
www.gelderblom.nl
AAE: drie awards in drie jaar AAE is een privé-onderneming met ruim 30 jaar ervaring; de 130 medewerkers genereren gezamenlijk een omzet van ca. € 25 miljoen per jaar. De ISO 9001 gecertificeerde onderneming opereert internationaal en omvat vier business units: 'Fijnmechanische onderdelen', 'Proto- en seriebouw', 'Montage- en bedrukkingsmachines' en 'Speciaalmachines'. De afdeling 'Fijnmechanische onderdelen heeft als doelstelling het waarborgen van de continuïteit o.a. door het verhogen van de productiviteit. Eén van de middelen om dat te doen is de onbemande productie van kleine series hoogwaardige componenten in alle materiaalsoorten. |
Storingsvrije productie basiseis De keuze voor Okuma-machines is volgens Henk Tils mede ingegeven door de goede reputatie van het merk als het gaat om storingsvrije productie. "Dat is nu eenmaal een belangrijk aspect bij onbemande productie buiten de normale werkuren. Om dezelfde reden hebben we de machines voorzien van een contactloos lasermeetsysteem voor de gereedschappen en zijn veel gereedschappen dubbel opgenomen in de magazijnen. Mocht er toch een storing optreden, dan gaat er een SMS-melding naar de collega van dienst." |
AWA tast met nieuwe Okuma mogelijkheden onbemande kleinserieproductie af
Steeds meer verspanende toeleveranciers in den lande oriënteren zich op mogelijkheden om ook de productie van kleine series te automatiseren. De voorhoede daarvan is al een stap verder en is overgegaan tot de investering in machineconfiguraties die - in de praktijk vaak voor een deel - onbemand worden ingezet. Eén van die bedrijven is AWA Machinefabriek B.V. te Valkenswaard, waar sinds kort ervaring wordt opgedaan met een Space Center MA400-HA bewerkingscentrum met palletmagazijn van Okuma. AWA verwacht op korte termijn met deze machine een bezettingsgraad van 80 tot 85% te kunnen realiseren.
AWA ging in 1974 in het spreekwoordelijke 'schuurtje achter het huis' van start en groeide in vijfendertig jaar uit tot veelzijdig verspaner. Het activiteitenspectrum omvat draaien, frezen, boren en lassen van precisiecomponenten uit staal, aluminium, roestvast staal, brons, messing en kunststof. Het accent ligt op kleine series, maar productieaantallen van 10.000 en meer komen ook voor. AWA produceert onderdelen voor aardgasinstallaties, productiemachines, verpakkingsmachines en speciaalmachines, om een greep te doen. "Onze activiteiten zijn heel divers," zegt Technisch Directeur Richard Aarts, zoon van oprichter Ad Aarts - die officieel gepensioneerd is maar nog wel bij het bedrijf betrokken. AWA is als fabrikant van een aantal onderdelen ook betrokken bij de productie van een 'trike', een gemotoriseerde driewieler.
Als je de werkplaats van de Valkenswaardse onderneming betreedt, vallen twee zaken direct op. Het staat er behoorlijk vol, en de naam Okuma overheerst in het CNC-machinepark. Richard Aarts geeft eerst een toelichting op dit laatste.

AWA-oprichter Ad Aarts (l.) en zoon Richard Aarts bij het Space Center MA400-HA: … oriënteren op mogelijkheden onbemande productie…
"In 1991 kochten we onze eerste Okuma, een MC4 freesbank, wat later gevolgd door een LB25 draaibank (met aangedreven gereedschap en automatische stafaanvoer). De ervaringen die we daarmee opdeden waren gunstig in die zin dat ze weinig tot geen storing vertoonden en de kwaliteit goed was, en dan doel ik op de precisie en de afwerking van de onderdelen. Die kwaliteit bleef ook door de jaren heen goed. Met CNC-machines gaat dan ook standaardisatie als criterium meespelen, want je wilt het liefst met één type besturing, één programmeermethodiek werken. Dat heeft allerlei voordelen: de vakmensen kunnen rouleren tussen de machines, je hebt één aanspreekpartner, je kunt de logistiek met reserveonderdelen e.d. efficiënt organiseren…"
Waar hij nog aan toevoegt dat de Okuma machines direct na installatie vol konden worden ingezet in het productieproces. Je had niet eerst te maken, althans dat is zijn ervaring, met een zekere periode waarin de kinderziektes uit het productiesysteem gefilterd moesten worden. Na die eerste twee machines volgden nog een draaimachine met twee gereedschaprevolvers (waarbij twee gereedschappen tegelijkertijd in ingrijping kunnen zijn), twee 'gewone' bewerkingscentra, één bewerkingscentrum met palletwisselaar en een toerenbereik tot 12.000 omw/min en één bewerkingscentrum met geïntegreerde vierde as.
Ondernemertje pesten
"Met de jongste aanschaf van de MA400-HA hebben we nu acht Okuma's staan, en die hebben onze oorspronkelijke indruk alleen maar bevestigd. We kiezen overigens niet klakkeloos voor dit merk: bij de laatste machine gingen we in eerste instantie voor een vijfassig bewerkingscentrum en lieten daarbij ook andere merken meelopen. Later kwamen we tot de conclusie dat we toch meer rendement zouden halen met een horizontaal bewerkingscentrum voorzien van een indexeertafel. Het is toch weer een Okuma geworden."
De voortdurende investering in vernieuwende technologieën en de kennis van het personeel maakte AWA tot een succesvol toeleverancier, maar deed het bedrijf ook uit haar jasje groeien. Gelukkig was bij de vestiging destijds een van de industrieterreinen die Valkenswaard rijk is al rekening gehouden met toekomstige uitbreiding. Toen die aan de orde was werd een fraai ontwerp van 800 vierkante meter bij de gemeente ingediend. Die haalde daar een streep door - volgens vader en zoon Aarts op dubieuze, puur formalistische gronden; immers in het verleden was al toestemming verleend. Het bestemmingsplan zou echter tussentijds gewijzigd zijn en men kreeg slechts toestemming voor uitbreiding met 300 vierkante meter. Een fraai voorbeeld van 'ondernemertje pesten', en behoorlijk frustrerend, temeer daar Valkenswaard de naam heeft een industrievriendelijke gemeente te zijn. De inmiddels bijgebouwde nieuwe hal geeft echter voorlopig enige lucht en de MA400-HA is er als eerste machine geïnstalleerd, op een speciale fundering.
Zesvoudige palletcarrousel
Met deze nieuwste aanwinst laat AWA zien een open oog te hebben voor de mogelijkheden van onbemande productie, ook als het gaat om kleine series. De machine is uitgerust met niet minder dan 152 gereedschappen voor het uitvoeren van complexe bewerkingen aan uiteenlopende werkstukken (één positie is gereserveerd voor een taster t.b.v. werkstukcontrole 'in process'). Het uitgangsmateriaal voor deze werkstukken wordt op een opspanstation met de hand gefixeerd op opspanzuilen, die op hun beurt op pallets zijn bevestigd. Na het opspannen van gelijke of verschillende werkstukken op een zuil wordt deze overgebracht naar de zesvoudige palletcarrousel naast de machine. Van daaruit worden de zuilen één voor één in de machine gevoerd voor bewerking.
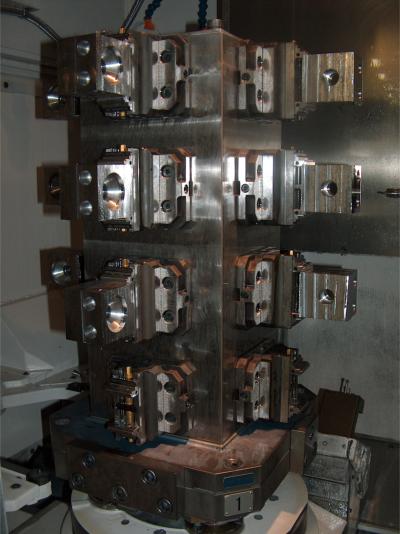
Opspanzuil met verschillende werkstukken. Voor het opspannen is gekozen voor het 'Präge-Fix'-systeem van Lang, dat een grote toegankelijkheid van de gereedschappen tot de werkstukken biedt. In de toekomst wil men naar een nulpuntspansysteem toe.
Richard Aarts: "Het hoofdmotief voor de aanschaf van deze machine is om onszelf in staat te stellen een deel van onze kleine tot middelgrote series onbemand te produceren, waarbij we een bezettingsgraad van ca. 80 tot 85% voor ogen hebben. Daar zitten we nog niet op: we verkeren nog in de aanloopfase en de economie werkt momenteel ook niet echt mee. De standaardaanpak is als volgt: bij iedere nieuwe serie wordt het eerste product volgens het NC-programma onder toezicht, overdag geproduceerd. Daarna vindt controle plaats, eventueel programma-aanpassing en uiteindelijk vrijgave. De serie kan dan buiten normale werktijd worden geproduceerd, nadat overdag de spanzuilen van het uitgangsmateriaal zijn voorzien. Deze nieuwe productietechnologie biedt ons de mogelijkheid twee principes van ons bedrijf verder te ontwikkelen: korte leveringstermijnen en competitieve prijzen."

Het palletmagazijn met de transportslede die de pallets naar de magazijnposities overbrengt en van daaruit in de machine voert. Rechts is het opspanstation te zien, linksboven de invoerpositie van de machine.
AWA Machinefabriek B.V., Valkenswaard
Tel.: 040-2017605
www.awa-machinefabriek.nl
Gelderblom CNC Machines BV, Utrecht
Tel.: 030 24 12 541
www.gelderblom.nl
FMS-systeem Nijdra: jaar in-jaar uit een bezettingsgraad van 95 - 98%
In maart 2005 nam Nijdra Fijnmechanische Industrie te Middenbeemster voor de productie van precisieonderdelen een flexibel productiesysteem in gebruik. Vier jaar later is het interessant om te vernemen dat deze mega-investering volledig aan de verwachtingen beantwoordt. Business Unit Manager Nico Gertenbach noemt als belangrijkste voordelen de korte doorlooptijd en de hoge productiviteit. De kostprijsverlaging is betrekkelijk. In de situatie bij Nijdra vult het flexibele productiesysteem de geavanceerde stand-alone productiemiddelen aan, zodat theoretisch altijd de keuze bestaat het onderdeel op het FMS centrum te vervaardigen, dan wel op een of meer stand-alone machines.
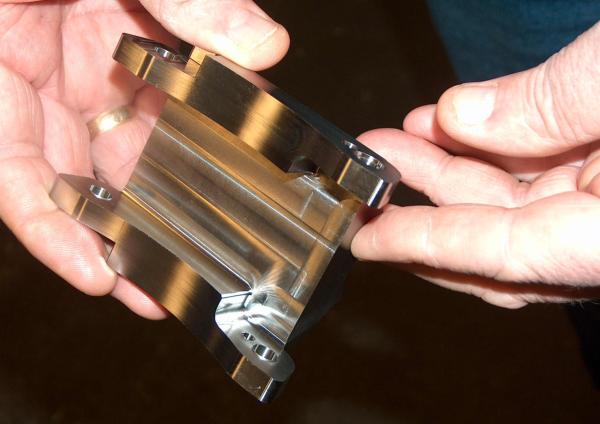
Producten zoals dit onderdeel van een medisch instrument kunnen op het FMS-systeem in één keer compleet worden bewerkt.
Nijdra Fijnmechanische Industrie maakt deel uit van de Nijdra Groep, die ook Nijdra Special Products (assemblage), High Mechanical Industry (CNC-slijpen) en het in Heerhugowaard gevestigde Meprotech (verspaning) omvat. Vier business units met in totaal 125 medewerkers, verenigd onder het motto 'precision is our profession'. De onderneming, die in 1974 in Amsterdam werd opgericht, beschikt over eigen engineering-faciliteiten en levert totaaloplossingen voor uiteenlopende fijnmechanische vraagstukken aan zowel grote als kleine afnemers in binnen- en buitenland. Het klantenbestand is de laatste jaren sterk verbreed en geïnternationaliseerd, en telt veel fabrikanten op het gebied van de medische techniek.
De ingebruikname van een FMS-systeem werd destijds gezien als een belangrijke vernieuwing, mede ingegeven door de noodzaak om ook in de toekomst concurrerend op de internationale markt te kunnen blijven opereren. Men heeft nu de keuze om de productie te verdelen over een aantal geavanceerde, stand-alone machines (waarin de naam Okuma domineert) of het flexibele productiecentrum.

Het FMS systeem met de drie bewerkingscentra rechts op de achtergrond en de laadstations links op de voorgrond.
Totaal 600 gereedschappen
De oospronkelijke installatie bestond uit een tweetal identieke bewerkingscentra van het type Space Center MA-400HA van Okuma (met hoogtoerige spillen), twee werkstuklaadstations, een palletmagazijn met 60 posities en een transportrobot. Het lag toen al in de bedoeling om de installatie later uit te breiden met nog een bewerkingscentrum van hetzelfde type. Dit voornemen werd in april 2007 geëffectueerd.
De FMS-installatie, een van de modernste van ons land, zo niet van West-Europa, is vergaand geautomatiseerd en produceert complexe onderdelen van beperkte afmetingen met een hoge precisie (in de orde van 0,01 mm) in seriegrootten van 50 tot 300 stuks. Het uitgangsmateriaal (staal, roestvast staal, aluminium e.d.) wordt handmatig opgespannen op systeempallets in een van de beide laadstations. De transportrobot zet de pallets met werkstukken weg in het magazijn en haalt ze daaruit op voor de boor-, frees- en draaibewerkingen in een van de drie machines. Stellingpositie, volgorde, bewerkingslocatie e.d. worden daarbij door het FMS-programma gedicteerd. In principe kunnen producten eerst door de ene, daarna - eventueel na tussenopslag in het magazijn - door de andere machine bewerkt worden, maar normaliter vinden alle noodzakelijke bewerkingen indien mogelijk achter elkaar in één bewerkingscentrum plaats. Zo wordt vermeden dat de afvalcontainers van de machines gemengde metaalsoorten bevatten, zodat het schroot nog goed recyclebaar is. Pallets met compleet bewerkte producten gaan retour magazijn en worden op een later tijdstip naar een van de laadstations gevoerd waar de werkstukken worden losgenomen. De drie bewerkingscentra beschikken elk over een omvangrijk lineair gereedschapmagazijn met 200 posities, zodat in totaal niet minder dan 600 gereedschappen ter beschikking staan.
Hoge bezettingsgraad
Business Unit Manager Nico Gertenbach: "We hebben ons destijds goed voorbereid op de overschakeling op FMS-productie en we hebben ook een goede ondersteuning gehad van Okuma-vertegenwoordiger Gelderblom, zowel bij de eerste implementatie als bij de latere uitbreiding met een derde bewerkingscentrum. Na vier jaar kunnen we vaststellen dat deze wijze van produceren volledig aan onze verwachtingen heeft beantwoord. Al vrij snel na de start bereikten we al een hoge bezettingsgraad - 95 tot 98% - en die is eigenlijk altijd gehandhaafd. Het systeem produceert letterlijk dag en nacht, de enige onderbrekingen zijn voor regulier onderhoud. De storingsgevoeligheid is minimaal."
Het zou overdreven zijn om van 'manloze' productie te spreken. Twee medewerkers zijn min of meer continu bezig met het opspannen van uitgangsmateriaal en het uitnemen van de compleet bewerkte onderdelen. Een derde medewerker heeft een controlerende, bewakende functie en houdt de gereedschappen, opspanmiddelen e.d. bij. Het opspannen van ruw materiaal gebeurt op de twee laadstations. Vaak gaat het om kleine onderdelen, en worden tientallen blokjes ruwe materiaal aan opspankolommen op pallets geklemd. Soms worden zelfs diverse typen op één opspankolom bevestigd. Vanzelfsprekend gaat de tijd die nodig is voor het opspannen niet ten koste van de bewerkingstijd.

Nico Gertenbach: …na vier jaar kunnen we vaststellen dat deze wijze van produceren volledig aan onze verwachtingen beantwoordt …
Iets goedkoper
Gertenbach noemt doorlooptijdreductie en productiviteit als belangrijkste voordelen, het kostprijsvoordeel - bij vergelijking met productie op een stand-alone machine - is minder in het oog springend. "Een overweging om te investeren in een FMS-installatie was destijds dat we naadloos zouden kunnen aansluiten op de productiestructuur van de klanten. Er werd toen veel over just-in-time productie en dat soort zaken gesproken. Met een FMS systeem kun je precies het juiste aantal compleet bewerkte producten maken dat de afnemer op een bepaald tijdstip wil hebben, zodat hij steeds een minimale voorraad handhaaft. In onze praktijk doet deze situatie zich echter niet vaak voor. De meeste klanten nemen hun orders niet in keurig afgepaste delen af, maar willen de serie in één keer compleet geleverd hebben; de aantallen zijn doorgaans ook niet zo groot. Maar het is een grote verbetering vergeleken met de conventionele productiewijze, met stand-alone machines en buffervoorraden, waarbij de doorlooptijd tot enkele dagen kan oplopen en bovendien door het herhaald opspannen het risico van een opeenstapeling van fouten bestaat."
Het kostprijsvoordeel door producten op het FMS systeem te fabriceren in plaats van op stand-alone machines is betrekkelijk, meent Gertenbach. Maar dat is eerder te danken aan de hoge productiviteit van de laatste dan aan tegenvallende prestaties van het FMS-systeem. Daarom wordt de keuze van de productiemiddelen eerder ingegeven door de gewenste leveringstijd dan door kostprijstechnische overwegingen. Per saldo schat Gertenbach dat het flexibele productiesysteem 'iets goedkoper' produceert. De hoge bezettingsgraad is wél een opvallend voordeel. De conclusie uit die twee gegevens dat het uurtarief van het FMS-systeem, waarbij drie medewerkers worden ingezet, wel wat hoger ligt dan dat van de machines, zal niet verbazen. Vaak zal echter de combinatie van een korte doorlooptijd en een hoge gegarandeerde precisie de doorslag geven voor fabricage op het systeem of op afzonderlijke machines, met name bij complexe producten.

Het opspannen van het ruwe materiaal geschiedt handmatig op twee laadstations.
Periodieke controle
Het systeem is destijds als turnkey-project geleverd door Gelderblom CNC Machines BV te Utrecht, Benelux-vertegenwoordiger van Okuma. Het programmeren van een nieuw product gebeurt op een stand alone bewerkingscentrum, eveneens van Okuma. Alle instelgegevens liggen daarmee vast, ook voor toekomstige herhalingsorders. Is het programma opgesteld en geoptimaliseerd, dan wordt op deze machine het product gemaakt en via een 'Eerste Product Controle' (EPC) vrijgegeven voor productie op het FMS-systeem. Voor het compleet doormeten van een product beschikt Nijdra over een meetkamer met o.a. een 3D-coördinatenmeetmachine. Tijdens productie op het systeem vindt periodieke controle van zowel gereedschappen als werkstukken plaats m.b.v. meettasters die in de machine-gereedschapmagazijnen zijn opgenomen.

Veel kleinere producten worden verticaal gemonteerd op vierzijdige opspanzuilen.
Gelderblom CNC Machines BV, Utrecht
Tel.: 030-2412541
www.gelderblom.nl
Nijdra Fijnmechanische Industrie, Middenbeemster
Tel.: 0299-689900
www.nijdra.nl
"De mensen zorgen ervoor dat de machine tot haar recht komt."
Het Multus-draaifreesconcept van Okuma mag zich in een toenemende populariteit in ons land verheugen. Tot de bedrijven die in het recente verleden een 'multi-tasking' machine van dit type hebben aangeschaft, behoort ook FMI Precision uit Bergen op Zoom. In dit geval is een Multus B 400 W aangeschaft, het grootste type uit de serie die drie bouwgroottes omvat. Plant Manager John in 't Groen: "Met deze investering realiseren we een substantiële verhoging van de proceskwaliteit door bij de verspaning van complexe producten het aantal processtappen te verminderen."

John in 't Groen: "De wens om producten in één doorgang compleet te ontwikkelen was aanleiding voor investering in Multus-draaifreesmachine."
Kredietcrisis of niet: de ondernemingen van de FMI Holding hebben recent voor ruim anderhalf miljoen euro geïnvesteerd in machines en op korte termijn zit de aankoop van een tweetal ultramoderne vonkmachines in de pijplijn. "Natuurlijk ontgaat ons de slagschaduw van de recessie niet," zegt In 't Groen. "Maar de bedrijven van onze groep bedienen zo'n breed marktspectrum, de activiteiten zijn zo gespreid, dat de effecten beperkt blijven. Wel zien we de order-intake wat afvlakken. We merken wel hoe de situatie zich ontwikkelt en zetten voorlopig geen rem op de investeringen in nieuwe technologie."
FMI ontwikkelde zich sinds de oprichting in 1962 als een typische Noord-Brabantse matrijzen- en stempelmaker. Later verbreedden zich deze activiteiten met de fabricage van (fijn-)mechanische componenten en groeide de horizon van de afzetmarkt tot wereldwijde proporties. Begin deze eeuw werd een nieuwe strategie op de rails gezet, een combinatie van het bestaande vakmanschap met high tech verspaning en automatisering. Ook werd in de zoektocht naar nieuwe nichemarkten een strategische alliantie aangegaan met een Turks concern met vestigingen in Nederland. In de nieuwe holding die in 2005 haar beslag kreeg is een aantal Turkse en Nederlandse bedrijven samengebracht die elk hun eigen expertise hebben én intensief samenwerken. Vanaf 2006 zijn nog diverse ondernemingen overgenomen, zoals GMU (Gereedschap-Makerij Uden, thans FMI Manufacturing) waar het accent ligt op de verspaning van grotere werkstukken voor de machinebouw. In 2007 volgde Instrumek uit Schiedam, dat sindsdien FMI Instrumed heet en zich richt op de fabricage van medische, biochemische en farmaceutische onderdelen en apparatuur. Gedijko, van oorsprong een Tilburgse stempelmakerij, is omgedoopt tot FMI Tooling en houdt zich naast stempels bezig met hardmetalen componenten die met technieken als vonkverspanen en slijpen hun geometrie verkrijgen. Het in Nuenen gevestigde FMI QMolddds is gespecialiseerd in het ontwerpen en de productie van 3D-matrijzen (zoals de naam al suggereert) en past daarbij o.a. hoogfrequent nafrezen toe. Dan is er nog FMI Hassas (voorheen Spartek), gevestigd in Konja (Turkije) en ingericht voor de grootserieproductie van precisieonderdelen. Ankara is de thuisbasis van FMI International, de handelmaatschappij van het FMI-concern..
Bij FMI Precision te Bergen op Zoom, dat nog niet zo lang geleden het toch al geavanceerde machinepark uitbreidde met twee draaimachines uit de LB-serie van Okuma en recent met de Multus B400 W draaifreesmachine, ligt de nadruk op precisiemodules en -onderdelen, die veelal van 'exotische' materialen als titanium- en nikkellegeringen vervaardigd worden op een hoogwaardig machinepark van CNC draai-, frees- en slijpmachines. Ook beschikt de onderneming over geavanceerde meetmachines.
In 't Groen: "Met dit conglomeraat van bedrijven profileren we ons op de wereldmarkt als one-stop-supplier, waarbij het spectrum loopt van enkelstuks matrijzen tot grote series. Klanten die grote series op een gunstig prijsniveau willen laten produceren, komen we tegemoet met onze Turkse vestiging. Vaak vinden ontwikkeling en optimalisering plaats in Nederland, eventueel ook de productie van een of meer proefseries, waarna de grootserieproductie vervolgens naar Turkije wordt overgeheveld. Een voordeel daarbij is dat 'ons' lagelonenland zich op 24 uur rijden bevindt en niet in het Verre Oosten."

De bewerkingsruimte van de Multus B 400 W met bovenin de zwenkbare freeskop.
Thermische compensatie en botsingsbescherming
De multitasking-machine Multus B400 W is te karakteriseren als een draaimachine gecombineerd met een zwenkbare freeskop, geschikt voor precisiebewerking van grotere onderdelen: de ruimte tussen hoofd- en subspil maakt het mogelijk om werkstukken tot 700 mm van de ene in de andere spil over te nemen. De maximale werkstukdiameter bedraagt 700 mm; in de praktijk gaat FMI Precision tot 400 à 450 mm. Het kettingmagazijn biedt in dit geval plaats aan 80 gereedschappen. De machine heeft een hogedrukpomp voor inwendige koeling om bijvoorbeeld diepe gaten te boren met een optimale spaanafvoer. De machineprecisie berust mede op het Thermische Deformatie Compensatie Systeem (TDCS), dat Okuma heeft ontwikkeld om de verandering van machinecomponenten ten gevolge van thermische invloeden tegen te gaan. Het CAS (Collission Avoidance System) voorkomt botsingen door het gehele bewerkingsproces vooraf te simuleren in de besturing. De Multus B400 wordt bestuurd door de eveneens nieuwe PC-CNC Okuma OSP-200 met 15" LCD-scherm en ergonomisch, zwenkbaar bedieningspaneel met comfortabel touch panel. Programma's worden zowel aan de machinebesturing als offline ontwikkeld.
"We krijgen steeds meer draaiproducten met additionele freesbewerkingen. Directe aanleiding voor ons om in een draaifreesmachine te investeren, " zegt In 't Groen, "is de wens geweest om producten in één doorgang compleet te bewerken. Dat heeft twee voordelen: je hoeft niet op verschillende machines op te spannen zodat je cumulatie van fouten voorkomt, ook als het product binnen de machine wordt overgepakt, en de doorlooptijd wordt korter. De machine is zonder stafaanvoer of beladingssysteem geleverd. Een bewuste keuze: de producten hebben over het algemeen lange cyclustijden en ze zijn vaak groot en zwaar, de seriegrootte is beperkt; dan biedt een laadsysteem weinig toegevoegde waarde. Maar als zich morgen een klant aandient met een grote serie dan koppelen we er zo een gantry-beladingsrobot aan vast.

Een complex product dat op de Multus draaifreesmachine compleet bewerkt kan worden.
Vertrouwd met besturing en programmeren
Het Multus B 400 W concept beantwoordt volledig aan de verwachtingen. Hoewel er een 'korte orientatie' op andere leveranciers plaatsvond, was de keuze voor Okuma snel gemaakt. Daarbij deden de goede ervaringen die inmiddels met de LB400 en LB35 draaimachines zijn opgedaan, de laatste reserves wegsmelten. Men is zodoende al vertrouwd met de besturingstechniek en de programmeerwijze, die beide als bedieningsvriendelijk worden ervaren. Bovendien is er geen woord van kritiek op de begeleiding door importeur Gelderblom CNC machines. "De machines presteren zo goed dat er eigenlijk nooit service nodig was," zegt In 't Groen. "Maar als er eens wat is dan reageren ze snel en accuraat. Ze adviseren objectief en denken goed met ons mee om voor een bepaalde productfamilie het juiste machineconcept te selecteren. Maar ik zeg erbij: iedereen kan een machine kopen, het zijn de mensen erachter die de specifieke mogelijkheden van de machine goed tot hun recht moeten laten komen. In mijn beleving wordt dat aspect nog wel eens vergeten. Daarom betrekken wij altijd onze vakmensen in het aankoopproces. Dat ging deze keer ongeveer zo. Mijn uitgangspunt was: laten we goed kijken wat er allemaal op de markt te koop is. En wat zeiden de mensen in de werkplaats die er dagelijks mee moeten werken: het moet 'gewoon' een Okuma worden. Dat advies hebben we ter harte genomen."

Ook dit schijfvormige product met aan de omtrek een groot aantal tapgaten en een spiebaan, laat zich met hoge precisie en hoge snelheid vervaardigen op de Multus B 400 W.
De Jong Technics kiest voor 'meer van hetzelfde'.
De in Sliedrecht gevestigde onderneming De Jong Technics is een toeleverancier en co-maker voor de metaalverwerkende industrie, gespecialiseerd in frees- en draaiwerk. In het machinepark overheerst de naam Okuma. Vorig jaar werd besloten een oudere machine te vervangen. In plaats van een of ander geavanceerd machineconcept - 5-assig frezen, geïntegreerd draaien en frezen of pendelbewerking - ging de bedrijfsleiding weer voor een 3-asser. Zij het met een slag van 3 meter. Bewust koos men voor 'meer van hetzelfde'.

Reinier van Noordennen: …voorkeur voor blokgeleidingen…
"Drie van onze vier draaiautomaten en vier van onze vijf freesbanken zijn Okuma's," zegt bedrijfsleider Reinier van Noordennen. "We hebben ze hier staan in de drie standaardkleuren. Je kunt dus wel stellen dat we een bepaalde voorkeur hebben. Maar als zich de noodzaak voordoet tot nieuwe investeringen in het machinepark, zoals onlangs, dan wil dat niet zeggen dat we automatisch voor dit merk kiezen. We zijn tot de aankoop van een Millac 852V freesmachine overgegaan na een open selectieronde, waarbij verschillende merken in beeld waren."
In zo'n keuzeproces doemt vaak een welbekend dilemma op. Schaf je een machine aan die relatief goedkoop is maar waarvan de prestaties op langere termijn onzeker zijn - alle machines van gerenommeerde merken presteren in het begin goed - of opteer je voor een duurdere machine waarvan de nauwkeurigheid op peil blijft en die je onderhoudstechnisch gezien niet voor onaangename verrassingen plaatst? Van Noordennen c.s. kozen - met dertig jaar Okuma-ervaring in het achterhoofd, opnieuw voor het laatste.
"De hogere aanschafprijs van de Okuma-machines vloeit voort uit technologische voorzieningen en de kwaliteit van de componenten. Over de jaren heen blijk je dan toch uiteindelijk goedkoper uit te komen. De storingsgevoeligheid is laag, de gemiddelde periode tussen twee reparaties is lang. De machines gaan langer mee, de nauwkeurigheid en productiviteit verloopt niet of nauwelijks en de restwaarde is hoog. Een machine kan 25 jaar mee gaan en dan nog een leuk bedrag opbrengen."
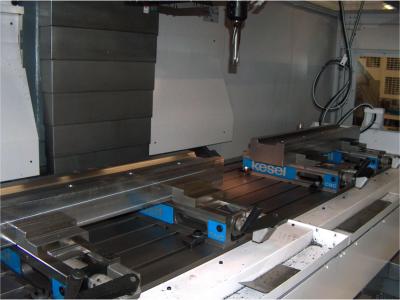
In de bewerkingsruimte kunnen m.b.v. speciale klemmen meerdere grote werkstukken (in dit geval koppelbalken voor de baggerindustrie) nauwkeurig worden bewerkt.
Keuzemoment
De Jong Technics heeft een geschiedenis die terugreikt tot het einde van de 19e eeuw. Het bedrijf valt evenals de zusterbedrijven Cotron (machinebouw, waaronder de ADK-lasmechanisatie apparatuur) en De Jong Duke (fabrikant van koffiezetautomaten), beide met een eigen engineeringafdeling, onder de holding De Jong Beheer. J.M. de Jong Machinefabriek, zoals het bedrijf oorspronkelijk heette, ontwikkelde zich in het naoorlogse Nederland tot een jobber, die naast hoogwaardig draai- en freeswerk ook constructie- en plaatwerk uitvoert. Het materialenspectrum omvat kunststof, staal, roestvast staal, aluminium, brons en andere materialen. De series zijn relatief klein, het gaat vaak om complexe producten van uiteenlopende afmetingen die geleverd worden aan afnemers in o.a. de petrochemie, de machinebouw en de maritieme sector.
"Toen we besloten een machine te vervangen, wisten we nog niet precies wat daar voor in de plaats moest komen," zegt Van Noordennen. "Je realiseert je dat je een keuzemoment hebt, waarbij het machinepark kan worden uitgebreid met een nieuwe technologie: vijfassig frezen, geïntegreerd draaien en frezen, pendelbewerking… maar we hebben nuchter vastgesteld dat die zaken in ons geval weinig toegevoegde waarde leveren. Neem pendelbewerking, waarbij je op het ene deel van de machine een werkstuk opspant terwijl op het andere deel de bewerking plaatsvindt. Dat is interessant bij grotere series van zeg honderd stuks. Bij vier of vijf stuks is pendelbewerking niet zo voordelig. Je hebt twee opspan- en instelposities, je moet de daarvoor nodige handelingen dus twee keer verrichten. Bovendien verlies je de helft van de bewerkingsruimte, en wij hebben juist vaak grotere werkstukken."
Dus werd opnieuw gekozen voor een driesassige freesbank, zij het met een slag van 3 meter, twee maal zoveel als die van de bestaande machines. De machine is begin november geleverd en geïnstalleerd door Gelderblom CNC Machines.
Van Noordennen: "Dat het weer een Okuma is geworden, was geen automatisme. Het aanbod voor dit soort machines is breed. Maar wij hebben een duidelijke voorkeur voor blokgeleidingen, die Okuma standaard toepast. De meeste machines hebben lineaire geleidingen: een cassette met rollagers op rails. Die bieden o.i. onvoldoende stabiliteit bij bepaalde bewerkingen, zoals frezen van de zijkanten met grote verspaningsvolumes onder inzet van hardmetalen gereedschappen. Dan zie je bij standaardgeleidingen overgangen in het freesbeeld, bij blokgeleidingen niet. De blokgeleiding is nauwkeuriger bij een groot verspanend vermogen."

Operator Kees de Groot voor de nieuwe aanwinst van het machinepark. De Millac 852 V levert een vermogen van 18,5 kW aan de spil; bij 6000 toeren bedraagt het maximale koppel 587 Nm; de ijlgang in X-, Y- en Z-richting bedraagt 16 m/min, het magazijn biedt plaats aan 36 gereedschappen met een maximale diameter van 120 mm.
Vertrouwd met besturingsconcept
De Millac 852 V biedt met verplaatsingen in X-, Y- en Z-richting van resp. 3050, 850 en 750 mm de mogelijkheid om grote werkstukken (maximaal gewicht: 2500 kg) met grote precisie te bewerken. Die precisie berust mede op het Thermische Deformatie Compensatie Systeem (TDCS), dat Okuma heeft ontwikkeld. Het TDCS-systeem is te beschouwen als een pakket maatregelen om de verandering van machinecomponenten ten gevolge van thermische invloeden tegen te gaan. De freesbank is voorzien van de Okuma-besturing OSP-P200M.
Van Noordennen: "De ervaring die we hebben met de Okuma-besturing speelde zeker mee om opnieuw voor dit merk te kiezen. Het gaat hier weliswaar om de nieuwste uitvoering, maar onze mensen zijn vertrouwd met het OSP-concept. Het zijn geen 'machinevullers', maar vakmensen met veel programmeerervaring. Ze kunnen daardoor gemakkelijk rouleren tussen de verschillende Okuma's, wat flexibiliteit geeft in de machinebemanning."
Verspanende toeleverancier Bies laat - steeds vaker - robots de draaimachines beladen
Zware werkstukken ook buiten de werkuren bewerken
Als de producten groot zijn en de series doorgaans klein, dan vormt verdere automatisering van het productieproces een nog grotere uitdaging dan normaal. Ook Bies uit Marum (Groningen) ziet zich als gespecialiseerd toeleverancier van verspaningswerk, geconfronteerd met het chronisch tekort aan vaklieden en de noodzaak om internationaal te concurreren. De onderneming pakt dit met succes op, onder andere door de draaimachines en bewerkingscentra te combineren met robots voor werkstukbelading. Die oplossing koos men ook bij de nieuwste aanwinst, een Space Turn LB 4000 EX draaimachine van Okuma.

Kenmerkend voor de productie van Bies zijn grotere werkstukken die in veelal relatief kleine series worden vervaardigd.
De fraai uitgevoerde bedrijfsbrochure is drietalig, maar vooralsnog vormt Nederland voor de Groningse toeleverancier verreweg het voornaamste afzetgebied. De onderneming werd in 1969 opgericht door Klaas Bies en richtte zich aanvankelijk op landbouwmechanisatie, niet verwonderlijk gezien de locatie. Twintig jaar later telde het bedrijf al 25 medewerkers en verhuisde men van het dorp naar het industrieterrein aan de rand ervan. Inmiddels staan er 65 mensen op de loonlijst en is er onlangs weer een hal voor goederenontvangst en expeditie bijgebouwd, zodat de productiehal lucht krijgt.

Gerk Kooi: …investeringsbeleid afgestemd op storingvrije productie…
Tegen het einde van de vorige eeuw ging Bies onder leiding van de nieuwe eigenaar-directeur Gerk Kooi zich steeds meer toeleggen op het soort werk waarmee landelijk inmiddels een goede reputatie was opgebouwd: nauwkeurige verspaning van grotere delen in relatief kleine series, d.w.z. enkelstuks tot enkele honderden, soms duizenden, van onderdelen in een breed materialenspectrum. Er werd flink geïnvesteerd in machines om dit type productie efficiënt, tegen zo laag mogelijke kosten en met een hoge leveringsbetrouwbaarheid te kunnen realiseren. Voor draaiwerk met een diameter tot 1500 mm en een lengte tot 5000 mm kan men bij Bies terecht; op een vijfassige bedfreesbank laten zich onderdelen bewerken van 4000 x 1000 x 1400 mm. Met recht kan de Groningse onderneming stellen het grotere verspaningswerk - draaien, frezen en kotteren - niet uit de weg te gaan.
Storingsvrij produceren
Zonder efficiency en kostenminimalisering, is de stelling van directeur Gerk Kooi, redt vandaag de dag geen enkel bedrijf het, maar leveringsbetrouwbaarheid is voor Bies echt een onderscheidend kenmerk. "Wij bedienen sectoren als de machine- en apparatenbouw, de offshore, direct, of via-via. Die werken vaak op basis van just-in-time of met strikte planningschema's. Bedrijven in die sectoren stellen het op prijs om onderdelen compleet geleverd te krijgen, dus bijvoorbeeld samengesteld door lassen, voorzien van de vereiste warmtebehandelingen - en op tijd. Onze bijdrage daarin is dat we de gehele productieketen beheersen en storingsvrij produceren. Daar hebben we ons investeringsbeleid op afgestemd."
Dit verklaart mede de keuze voor Okuma als leverancier voor het 'hart' van de verspanende productieafdeling. Met dertien draaimachines en drie horizontale bewerkingscentra is dit merk goed vertegenwoordigd. De oudste machine werd ruim twee decennia geleden aangeschaft, maar doet het nog goed. Alleen is 'de snelheid er een beetje uit'. Maar aan nauwkeurigheid en betrouwbaarheid heeft de machine volgens Kooi nog niets ingeboet.
Precisie en een storingsvrije productie - ook op langere termijn - bepalen voor Bies de keuze voor Okuma, waarbij het gegeven dat de machines ' beslist niet goedkoop' zijn, voor lief wordt genomen. Want wat is goedkoop, relativeert Kooi, wanneer je als verspanende toeleverancier met productieonderbrekingen en uitval van producten te kampen krijgt?
Kooi verhaalt van een recent bezoek aan de Japanse machinebouwer. Het eerste wat hem daarbij opviel is dat men voor de productie voornamelijk machines van het eigen fabrikaat inzet. De in 1991 gebouwde centrale productielijn draait sindsdien volcontinu. Op deze lijn worden alle onderdelen en subassemblies voor zowel de draaimachines als de bewerkingentra vervaardigd, zoals frames, gereedschaprevolvers, spillen, geleidingen enz.
Robots
Omvang en de gemiddeld beperkte seriegrootte vormen in zekere zin een belemmering voor vergaande automatisering. Echt manloze productie is bij het type producten dat bij Bies de hoofdstroom vormt, geen optie. Om de bezettingsgraad van de machines op te voeren wordt in tweeploegendienst gewerkt. De laatste jaren worden de Okuma draaimachines ook steeds meer met een robot voor automatische werkstukbelading aangeschaft. Er staan nu vijf van dergelijke combinaties. De recent aangeschafte LB 4000 EX draaimachine is zelfs voorzien van een robot met een draagvermogen van 165 kg.
"Wil je concurreren, dan moet je per man meer werk verzetten zonder de mensen extra te belasten uiteraard," legt Kooi uit. "In '91 hebben we onze eerste robot voor werkstukbelading in gebruik genomen. Dat was op een L15 draaimachine van Okuma, de robot was ook van dit merk. Maar de robots die machinebouwers leveren hebben meestal een beperkte capaciteit, 10 à 15 kg. Daarom hebben we onze nieuwste draaimachine gecombineerd met een Ferdar robot waarmee we ook zware werkstukken buiten de werkuren van de ploegendiensten kunnen bewerken. Onze klanten begrijpen wel dat je zware werkstukken van zeg 500 kg met de kraan in de machine moet plaatsen, wat tijdrovend is. Maar bij onderdelen van bijvoorbeeld 30 kg valt dit begrip weg en dat heeft ons doen besluiten om voor een hoog draagvermogen te kiezen. 165 kg is voor ons eigenlijk te veel, maar dit is een in de automotive populaire uitvoering, wat je in de aanschafprijs terugvindt. De grijper kan 80 kg aan."
In de praktijk wordt de tafel handmatig beladen en kan de machine na einde werktijd nog 2 à 2,5 uur doorproduceren.

De combinatie van de Okuma draaimachine en Ferdar beladingsrobot is als turnkey project onder verantwoordelijkheid van importeur Gelderblom gerealiseerd.
Blokgeleidingen standaard
Met de LB 4000 EX heeft de in 2007 aangeschafte LB 3000 er een grotere broer bij gekregen. Okuma introduceerde de LB x000 EX serie op de EMO 2007 te Hannover. Het ging om een nieuwe generatie universele, modulair opgebouwde CNC draaimachines voor gecombineerd draaien en frezen, waarbij uiteraard ook boor- en tapbewerkingen mogelijk zijn. Het basismodel heeft een eenvoudige configuratie: klauwplaat, gereedschaprevolver, losse kop. Op klantenwens kan deze instapmachine worden uitgebreid met opties als aangedreven gereedschap, een Y-as of een subspil. De eerste machine werd in de grootte 3000 uitgebracht; later was ook een kleiner (2000) en een groter model (4000) verkrijgbaar. De machines zijn standaard voorzien van blokgeleidingen en de eigen Okuma-besturing met het botsingsbeschermingssysteem CAS.
Zoals vele andere machines uit het Okuma-programma is ook de LB-serie gebaseerd op het Thermo-Friendly Concept (TFC). Hierbij zorgen machineontwerp en thermische compensatie samen voor een bijzonder goede thermische stabiliteit bij volcontinue inzet over langere perioden. Uit metingen blijkt dat de variatie van de diameterafwijking, gemeten over 24 uur, een bandbreedte van 7 µm niet overschrijdt. Kenmerkend voor de LB-machine zijn voorts de ijlgangen, de hoge rotatiesnelheid van de revolver en de forse bewerkingscapaciteit. Vermeldenswaard is ook de PREX-aandrijving (PREX staat voor PRimary EXited synchronous motor). Deze motor is zeer compact gebouwd, temperatuurstabiel, zeer robuust, hoog belastbaar, dynamisch exact regelbaar en energiebesparend.

De robot is voorzien van een dubbele grijper met een capaciteit van 2 x 40 kg, waarmee de werkstukken van de tafel naar de machine worden overgebracht.
Klement Special Products: drie Okuma's in één jaar
"Wat de klant vraagt, maak ik." Roy Klement, directeur van Klement Special Products (KSP) te Klazienaveen, staat het liefst zelf achter de draaibank. Nou, draaibank… in dit geval vormt een drietal geavanceerde draaifreescentra uit het Okuma-programma het zwaartepunt van de draaicapaciteit van de onderneming. "Het maakt niet uit hoe moeilijk," legt hij er nog een schepje bovenop. "Complex en nauwkeurig draaiwerk vormen het specialisme waarmee we in de regio onze naam willen opbouwen."

Roy Klement: "Draaiwerk kan me niet complex genoeg zijn."
Hij en zijn team van goed geschoolde en gemotiveerde medewerkers zijn nu ruim tweeëneenhalf jaar bezig, in een modern pand op een van de industrieterreinen van Klazienaveen, dat samen met Emmen de industriële groeikern Zuid-Oost Drente vormt. Die kreeg niet lang geleden een belangrijke impuls met de verbreding van de provinciale weg N37 tot de A37 snelweg. Roy Klement heeft zijn gevoel voor techniek niet van een vreemde: zijn vader Jaap Klement is directeur van Klement Metaaltechniek, eveneens gevestigd te Klazienaveen. Terwijl KSP zich concentreert op verspanende bewerkingen en montage, richt het bedrijf van zijn vader zich naast CNC-draai- en freeswerk ook op plaatbewerking, apparaten- en machinebouw. Beide ondernemingen hebben hun klanten zitten in sectoren als de voedingsmiddelenindustrie, de offshore en de elektrotechnische industrie, terwijl voor KSP een specifieke afnemersgroep bestaat uit ondernemingen die gereedschapssets voor machines ('tooling') leveren aan verspanende bedrijven.
KSP heeft in de nog korte tijd van zijn bestaan fors geïnvesteerd, onder andere in CNC-draaibanken, een grote bedfreesbank, een geavanceerde zaagmachine, een volautomatische tapmachine alsmede in 2D en 2D meetmachines. Daarnaast zijn er over een periode van slechts een jaar niet minder dan drie Okuma draaifreescentra in gebruik genomen. In april 2007 leverde importeur Gelderblom een LB 300 MY draaimachine af, een machine geschikt voor complete bewerking van draaiproducten met een diameter tot 400 mm en een lengte tot 1025 mm, voorzien van Y-as (voor excentrische bewerkingen) en aangedreven gereedschappen.
Klement: "Hoe komt zo'n keuze tot stand? We waren 'op jacht' naar een machine voor gecombineerd draaien en frezen. Waar Okuma temidden van het ruime aanbod op de markt voor staat, daar had ik wel een idee over. Het merk staat hoog aangeschreven, de machines hebben een hoge nauwkeurigheid - waarin ze natuurlijk niet de enige zijn - en zijn weinig storingsgevoelig. Het was ook mij bekend dat Okuma machines niet zelden twee decennia achtereen worden ingezet, met een hoge bezettingsgraad, zonder al te veel problemen. Ze liggen hoger in prijs, maar staat dan weer een hoge inruilwaarde tegenover. Nadat we een aantal Okuma-gebruikers naar hun ervaringen gevraagd hebben, hebben we de machine op de vorige Techni-Show in 2006 bekeken en de beslissing genomen."

Overzicht van de 'Okuma'-afdeling van KSP met links de SpaceTurn LB 4000 EX, in het midden de Eco ES-L10II M en rechts de vorig jaar aangeschafte LB 300 MY; laatstgenoemde twee machines zijn gecombineerd met een apparaat voor automatische stafaanvoer.
Stabiliteit
Inmiddels hebben de medewerkers van KSP ruim een jaar ervaring met de machine opgedaan. De algehele indruk is positief, en als Roy Klement gevraagd wordt dat nog wat te preciseren, noemt hij de hoge repeteerbaarheid (in de orde van µm's), de oppervlakteafwerking van de producten, de productiesnelheid en de besturing.
"De machine heeft blokgeleidingen en een direct aangedreven spil. Dat geeft stabiliteit en zorgt ervoor dat de machine nauwelijks trillingen genereert. Zonder overdrijving kun je zeggen dat je met deze draaimachine producten kunt maken die in hun afwerking de slijpkwaliteit benaderen. De besturing vinden wij operator-vriendelijk in die zin dat hij Nederlandstalig is en dat het bedienen ervan, ondanks de onvermijdelijke complexiteit ervan, gemakkelijk is aan te leren en over te dragen."
In mei 2008 kreeg de LB-machine gezelschap van nog twee Okuma's: een Space Turn LB 4000 EX en een Eco ES-L10II M draaifreesmachine. Eerstgenoemde is geschikt voor complete bewerking van werkstukken met een diameter tot 670 mm en een lengte tot 670, de andere leent zich voor producten van Ø520 x 450 mm. Ook deze machines hebben revolvers met aangedreven gereedschappen. De drie machines samen vormen de kern van het verspaningsspecialisme van KSP voor de snelle productie van complex precisiedraaiwerk met eventueel bijkomende freesbewerkingen. Die productie kan eventueel buiten de normale werkuren onbemand plaatsvinden; twee van de drie machines zijn gecombineerd met apparaten voor automatische stafaanvoer.
Met dit draaimachine-smaldeel gaat Klement graag iedere uitdaging op verspaningsgebied aan, zoals hij het uitdrukt. Qua uitgangsmateriaal zijn er nauwelijks beperkingen: het mag staal, roestvast staal, messing, aluminium, koper, titanium of kunststof zijn, alleen geen gietijzer. De serieomvang kan oplopen van enkelstuks tot 'zeer groot'. De grootste klus tot nu toe was een serie van 50.000 stuks die onbemand in 3,5 weken op een van de Okuma's werd vervaardigd.

"Onze Okuma's leveren producten af die in hun afwerking de slijpkwaliteit benaderen."
Tekort aan vakmensen zet Dost & Van Beugen op het spoor van geïntegreerde bewerking van offshore-componenten
De trend is niet meer te keren. Steeds meer metaalbedrijven tasten de mogelijkheden van 'compleetbewerking' - niet zelden als voorstadium van manloze productie - af. De voortrekkers onder hen schaffen machines en systemen aan om ervaring op te doen, vaak als aanloop naar verdere investeringen op dit gebied. Dost & Van Beugen bv, een in IJmuiden gevestigde toeleverancier van high tech producten voor o.a. de offshore, is zo'n bedrijf. Onlangs werd het machinepark, waarin de naam Okuma duidelijk domineert, uitgebreid met twee nieuwe machines van dit merk om complexe producten in één opspanning te bewerken.

Dost & Van Beugen is gespecialiseerd in hoogwaardige producten voor o.a. de offshore.
Een jaar of vier geleden kampte de onderneming als vele andere nog met economische tegenwind. Reorganisatie was onontkoombaar, mensen werden ontslagen. Nu gaat het heel wat beter en is men op zoek naar goede, gekwalificeerde medewerkers. "Maar het is nog niet zo eenvoudig om die te vinden," verzucht Martin Hulster, sinds medio 2006 directeur van Dost & Van Beugen. Het bedrijf levert hoogwaardige producten aan klanten in de algemene machinebouw, de medische industrie, de hydraulische sector en de offshore. Voor deze laatste sector is een apart specialisme opgebouwd en is het afzetgebied wereldwijd. Om m.n. deze markt te bedienen met een hoge kwaliteit en leveringsbetrouwbaarheid zijn twee nieuwe Okuma-machines aangeschaft, in de wetenschap dat met het bestaande werknemersbestand een aanzienlijk hogere productie moet worden gehaald.

Het draaiproduct dat in verschillende varianten op zowel de Multus B 300 W als de MacTurn 350 2 SW compleet wordt bewerkt.
Begin 2007 werd een Multus B 300 W geleverd, in de nazomer van dat jaar gevolgd door een MacTurn 350 2 SW. Beide machines worden vooralsnog ingezet voor één productenfamilie, onderdelen voor 'gun'-systemen die toepassing vinden in de offshore oliewinning. Aan deze producten, draaidelen met frees- en boorbewerkingen vervaardigd uit staal 34CrNiMo6, stellen de klanten hoge precisie- en afwerkingseisen, wat zoals we zullen zien, grenzen stelt aan de mogelijkheden voor verdere automatisering. De eis van de afnemer wordt heel bondig samengevat met de term 'zero-defects'. In de praktijk betekent dit dat wanneer een kritische maat meer dan 0,002 mm onder de nominale maat zit, het onderdeel onherroepelijk in de scrapbak verdwijnt. Ieder product dat van de machine komt wordt gecontroleerd, krijgt een meetrapport en een individueel serienummer.
Zware precisiebewerking
Hulster: "Okuma machines vormen al heel lang de kern van onze CNC-productie. Toen we besloten tot uitbreiding van de productiecapaciteit om speciaal deze producten veel efficiënter te gaan maken, hadden we al vijf machines van dit merk staan. Het zijn vooral de ongevoeligheid voor storingen en het stabiele draaibeeld, ook op langere termijn, die ons aanspreken. In de negen jaar dat we deze offshore componenten maken, hebben we eigenlijk nooit een misser gehad. Dat zegt toch wel iets."

Martin Hulster: "Storingsongevoeligheid Okuma-machines spreekt ons aan."
Beide machines zijn van het 'multitasking'-type: draaimachines waarop tevens freesbewerkingen uitvoerbaar zijn - ook excentrisch - zodat complexe producten in één opspanning compleet geproduceerd kunnen worden. Dat dit grote voordelen heeft in termen van precisie, doorloop- en insteltijden alsmede ruimtebeslag door de machines, zal duidelijk zijn. Machines van de Multus-serie, die naast het door Dost en Van Beugen aangeschafte type B 300 W ook een grotere en een kleinere uitvoering (400 resp. 200) omvat, zijn geconstrueerd met het oog op zware precisiebewerking; frame, bed en geleidingen, maar ook het spilvermogen en -koppel zijn daarop afgestemd. Voor de bewerking staat een zevental assen ter beschikking. Met het door Okuma ontwikkelde 'Thermo-Friendly Concept' (TFC) worden de precisie en de repeteerbaarheid over langere tijd bevorderd. Het Multus draaifreescentrum heeft de OSP-200 besturing, eveneens een eigen ontwikkeling van Okuma. Een belangrijk onderdeel daarvan vormt de geavanceerde botsingsbescherming CAS (Collision Avoidance System).
De MacTurn-serie biedt met negen bestuurde assen uitgebreide bewerkingsmogelijkheden. Behalve een onderrevolver is er ook een bovenrevolver. Met de Y-as en aangedreven gereedschap zijn allerlei freesbewerkingen probleemloos uitvoerbaar. Eén mogelijkheid is simultaan bewerken: bijvoorbeeld draaien met de ene revolver en frezen met de andere. Ook de MacTurn-serie is TFC-gebaseerd en voorzien van de gebruikersvriendelijke OSP-200 besturing. De serie is inmiddels in drie grootten verkrijgbaar (250, 350 en 550).
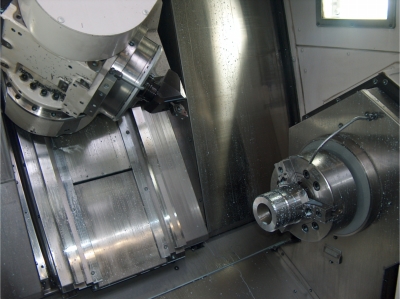
De bewerkingsruimte van de MacTurn 350 2 SW draaifreesmachine met zwenkende bewerkingskop en tweede klauwplaat.

Onderste klauwplaat van de MacTurn 350 2 SW met twaalf gereedschapposities.
Uit voorraad geleverd
De voordelen van gecombineerd draaien en frezen komen in de dagelijkse praktijk bij Dost en Van Beugen tot hun recht. De offshore-componenten worden afgekort, voorgedraaid, veredeld (en daardoor harder, maar niet superhard) en precisie-nagedraaid. Zowel het voor- als het nadraaien neemt per onderdeel ongeveer 20 minuten. Hulster: "Voorheen waren we per onderdeel veel meer tijd kwijt, maar was ook de doorlooptijd fors langer omdat op afzonderlijke machines gedraaid en gefreesd werd. We hadden drie, vier jaar terug al het idee dat dit veel efficiënter moest kunnen, maar kregen pas later de financiële armslag om onze wensen te realiseren. We hebben geen lang selectieproces met een 'longlist', een 'shortlist' en een definitieve keuze doorlopen, maar kozen op grond van onze ervaring met het merk zelf en met importeur Gelderblom direct en zonder reserve voor Okuma. Daarbij speelde zeker een rol dat Gelderblom in beide gevallen de machines zeer snel, praktisch uit voorraad, kon leveren. Binnen enkele weken na de bestelling draaiden ze hier productie. Gelderblom verzorgde voor onze mensen, in onze eigen fabriek, een training. Dat had als voordeel dat we gelijk met onze eigen producten aan de slag konden."
De aanschaf van beide machines wordt ook als opstap naar verdere automatisering gezien, althans gedeeltelijk. Hulster denkt aan werkstukbelading van de machines met robots, maar dat is vooralsnog alleen voor het voordraaien een optie. De toegepaste staalsoort veroorzaakt bij het nadraaien krullen die om het product heen slaan en verdergaande automatisering sterk bemoeilijken. Bovendien moet ieder product handmatig ontbraamd worden. Bij het voordraaien kan echter wel in de avonduren en 's nachts onbemand worden doorgewerkt.

Met op de achtergrond de Multus B 300 W draaifreesmachine, ontbraamt een medewerker een bewerkt onderdeel nauwkeurig.
Stemin investeert in Okuma draaifreescentrum: 'staf erin, eindproducten eruit'
Met 8 CNC draaibanken en een bewerkingscentrum van Okuma in de werkplaats, kun je wel zeggen dat Nederlands' enige koppelingenfabrikant Stemin het met dit merk gereedschapmachines - en de importeur Gelderblom - wel ziet zitten. Toch betekende dat niet automatisch een keuze voor Okuma toen begin 2006 besloten werd om in een draaifreescentrum te investeren. Dat uiteindelijk toch voor de Multus B400 van Okuma werd gekozen was te danken aan de technologische eigenschappen, verzekeren managing director ir. Bart Smole en general manager ing. Jan Bruggink van de in Lochem gevestigde onderneming.
Het zevenassige draaifreescentrum Multus B400 is voorzien van een hoofdspil met een vermogen van 30 kW en een verplaatsbare hulpspil van 15 kW en een draaibare freeskop van 14 kW; op de 'multitasking'-machine kunnen complexe werkstukken met een buitendiameter tot 650 mm in één cyclus gemaakt worden.
Stemin is de eerste Nederlandse onderneming die het model B400 van de Multus-lijn draaifreescentra aanschaft. Het type B300 is al bij andere bedrijven in ons land in gebruik genomen en onlangs kwam het kleinere model B200 uit. Okuma afficheert de Multus-serie als een synthese tussen drie machines: een draaibank, een horizontaal en een verticaal bewerkingscentrum. In de bewerkingsruimte van de machine bevinden zich naast de hoofd- en hulpspil een zwenkbare, in drie asrichtingen verplaatsbare bewerkingskop. De machine is compact geconstrueerd en voorzien van twee belangrijke eigen ontwikkelingen van Okuma: het Thermo-Friendly Concept (TFC) dat de interne temperatuurseffecten minimaliseert en het Collision Avoidance System (CAS) dat botsingen voorkomt. De aanwezigheid van een Y-as maakt ook excentrische bewerkingen mogelijk, zodat met de Multus ook de meest complexe onderdelen in een eenmalige cyclus compleet bewerkt kunnen worden. Een kettingmagazijn biedt plaats aan max. 80 gereedschappen. Daarnaast is er alles aangedaan om de cyclustijden te reduceren, o.a. met hoge ijlgangen, snelle gereedschapwisseling, een hoge voedingssnelheid en hoge toerentallen van hoofd- en subspil. Ten slotte mag ook de geavanceerde, bedieningsvriendelijke besturing OSP-P200, eveneens een eigen Okuma-ontwikkeling, niet onvermeld blijven.
Finishing touch
Elastische koppelingen vormen het hoofdproduct van Stemin, dat in 1947 werd opgericht en zich heeft ontwikkeld als specialist op het gebied van mechanische aandrijftechniek. De Lochemse onderneming beschikt o.a. over een eigen engineeringafdeling, waar met de modernste CAD/CAM-software naast koppelingen voor de algemene machinebouw (pompen, compressoren e.d., met momenten tot ca. 100.000 Nm) ook V-snaarschijven ontworpen worden. Voorts fungeert het bedrijf als handelsfirma in mechanische aandrijfcomponenten. Zo'n 40% van de omzet wordt in het buitenland gehaald; van de eigen producten zelfs 60%.
Stemin beschikt o.a. over een modern CNC-machinepark, balanceermachines, spiebaantrekbanken en een fosfateerinrichting. In principe kan het gehele productieproces, van ontwerp en prototypebouw via productie uit halffabrikaten tot aan de inspectie van het eindproduct, in huis plaatsvinden. Niet dat dat altijd gebeurt: het succes van de onderneming berust o.a. op een doelmatige en economische afweging tussen uitbesteden en zelf maken. De concurrentie vanuit de landen met lage loonkosten is ook Stemin niet voorbijgegaan, maar, zo maakt directeur Smole duidelijk, deze medaille heeft twee kanten: Stemin profiteert ook van de kostentechnische voordelen die toeleveranciers uit die regio's te bieden hebben.
Tegelijkertijd laat de investering in het Multus B400 bewerkingscentrum duidelijk zien dat gestreefd wordt naar optimalisering van de eigen productie. Smole hierover: "Er is niets tegen om de grotere volumes van relatief eenvoudig werk uit te besteden. Maar de finishing touch, waarbij het aankomt op passingen, precisiewerk, houden we liever in eigen hand. Dat willen we dan wel zo economisch mogelijk doen, met minimale om- en insteltijden, door het draai- en freeswerk in één machine te integreren. Daarachter ligt dan weer de wens om de levertijden terug te brengen."
Kortere levertijden
In het verleden, voegt mededirectielid Bruggink hieraan toe, werden veel koppelingdelen als gietwerk aangeleverd dat vervolgens verspanende bewerkingen moest ondergaan. Met een nieuwe machine voor complete bewerking wil Stemin zich minder afhankelijk maken van de gieterijen en de lange levertijden die deze vaak hanteren. "Zes weken is geen uitzondering, terwijl we met deze machine uit mogen gaan van een doorlooptijd tussen twee dagen en drie weken. De nieuwe werkwijze maakt het mogelijk om het balanceren te laten vervallen. Bij gietwerk laat je niet-functionele vlakken vaak onbewerkt, maar dat geeft wel een zekere onbalans. Stafmateriaal is veel homogener dan gietwerk, door de enkelvoudige opspanning blijft onbalans bovendien tot een minimum beperkt. De kwaliteit van de producten gaat dus over de gehele linie omhoog, terwijl de productiekosten dalen. Daarnaast biedt deze nieuwe aanpak ons meer flexibiliteit in de keuze van materialen: aluminium voor explosieveilige en mobiele toepassingen, roestvast staal voor voedselverwerkende installaties. Vroeger konden we alleen kiezen uit nodulair en grijs gietijzer, waar je dan weer twee modellen voor nodig had in verband met de verschillende krimp."
Stemin kan nu beter dan in het verleden inspelen op specifieke klantenwensen, waarmee men aansluit op een duidelijke tendens in de markt, die zich bijvoorbeeld ook uit in de gewenste koppelingspeling, die varieert van ruim tot 'tight fit'. De Multus B400 biedt ook wat dit betreft voldoende bewerkingsflexibiliteit. Anders gezegd: uiteenlopende vormen zijn met een hoge precisie te realiseren, bij enkelstuks- tot middelgrote serieproductie. "Koppelingeigenschappen zoals torsiestijfheid en demping - die de karakteristiek bepalen - zijn met deze machine gemakkelijker aan te passen dan wanneer je met afzonderlijke draai- en freesmachines zou werken," vat Smole samen.
Robot
"Bruggink: "Begin vorig jaar kwamen we tot het inzicht dat een draaifreescentrum met een hoge bewerkingsprecisie het beste aansloot op onze situatie. We moesten eerst loskomen van het idee dat die bewerkingen op verschillende machines moeten plaatsvinden. Maar goed, dan heb je nog best een ruime keuze op de markt. We wilden niet per se een Okuma omdat dat merk in onze werkplaats domineert. Maar we kwamen uiteindelijk, na een grondig selectieproces, toch daarop uit. De korte levertijd speelde daarbij zeker een rol."
Evenals, voegt Smole daaraan toe, de technische eigenschappen, de al genoemde systemen voor botsingsbescherming en temperatuurstabiliteit, de precisie die ook op langere termijn gegarandeerd wordt, de robuuste lineaire geleidingen, de geschiktheid voor zware bewerkingen zoals het in één keer groeven steken bij V-snaarschijven. Met de Multus B400 wordt straks ook de eerste stap gezet in de richting van manarme productie. De machine wordt zo opgesteld dat ze straks met een robot kan worden beladen.
"Wij zijn ook tevreden over de ondersteuning die Gelderblom ons gaf bij het programmeren en bedienen van de machine. En daarvóór nog, in de vorm van testen om na te gaan of de machine wel aansloot op onze wensen. Die testen hebben misschien wel de doorslag gegeven, zeg ik achteraf."
Gelderblom CNC Machines BV, Utrecht
Tel.: 030-2412541
www.gelderblom.bv
Okuma introduceert nieuwe serie draaimachines voor standaardbewerking

Op de afgelopen EMO presenteerde Okuma met de LB3000 EX de eerste vertegenwoordiger van een nieuwe generatie universele, modulaire CNC draaimachines. Op klantenwens worden opties zoals een Y-as, hulpspil of automatiseringsoplossingen (zoals het dynamische be- en ontladingsportaal voor 2 x 5 kg zware werkstukken) mechanisch en besturingstechnisch geïntegreerd. Naast het werkbereik met maximale afmetingen voor draaidiameters en -lengten van 340 mm x 500 mm, is de machine ook verkrijgbaar voor werkstuklengten tot 1000 mm alsmede in een kleiner model LB2000 EX en in een groter: LB4000 EX. Ook is een pakket voor harddraaien (met absolute lineaire schaal en incrementen van 0,1 µm) verkrijgbaar.
De LB3000 EX is met zijn klauwplaat (Ø 200/250 mm) een 'klassieke' CNC draaimachine waarmee tweederde van alle rotatiesymmetrische werkstukken zijn te produceren. De markt voor deze machines kent veel aanbieders; Okuma neemt daarin een sterke positie in met een aantal bijzondere machine-eigenschappen: geschraapte vlakgeleidingen, de samengestelde constructie van het machinebed met de door Okuma zelf ontwikkelde Thermo Friendly Concept (TFC) voor thermische stabiliteit met µ-precisie, de krachtige revolver met een nieuwe gereedschapkoppeling tot en met de eveneens nieuwe Okuma-besturing OSP-P200 waarin Windows XP is geïntegreerd. Ook bij de LB-serie komen de machineconstructie, besturing, aandrijving, de absolute wegmeetsystemen en de bedienings- en programmeersoftware van de machine uit één hand. Al deze onderdelen zijn dus nauwkeurig afgestemd op de machinefuncties. Dit geldt bijvoorbeeld voor de PREX-aandrijving. PREX staat voor PRimary EXited synchronous motor. Deze motor is zeer compact, is temperatuurstabiel, robuust, hoog belastbaar, dynamisch exact regelbaar en energiebesparend. Een noviteit is de integratie van de LB3000 EX en de andere modellen van de LB-serie met een directe PREX-aandrijving voor de hoofdspil. Met een vermogen van 30 kW ontwikkelt de spil een hoog, dwarskrachtvrij draaimoment van maximaal 700 Nm en versnelt binnen 3 à 4 seconden tot 5000 omw/min (bij de LB4000 EX: 37 kW/1200 Nm/3000 omw/min). Voor stafbewerking kunnen de spillen naar klantenwens worden voorzien van doorlaten van 80, 91 of 100 mm. Als C-as draait de spil met 200 omw/min en indexeert met een repeteernauwkeurigheid van 0,005°. Door de afwezigheid van tandwielen en riemoverbrengingen kan bij vol toerental op een ander draaibereik worden overgeschakeld binnen ca. 0,5 seconden. Ook de direct aangedreven assen kenmerken zich door een hoge dynamiek: het kost slechts 0,05 seconden om de X- en Z-as te versnellen tot 25 resp. 30 m/min. |
 |
Een PREX-motor indexeert de gereedschaprevolver binnen 0,14 seconden van station naar station. Een 7,1 kW PREX-aandrijving kan tot 12 aangedreven gereedschappen versnellen tot een toerental van 6000 omw/min en biedt dan een koppel van 40 Nm. Dat betekent b.v. een hoge freescapaciteit. Nieuw is de gereedschapkoppeling met viervoudige boutbevestiging die als alternatief voor de bekende VDI-opname zeer exacte en snelle gereedschapwisseling mogelijk maakt.
Een kwaliteitsgaranderende, levensduur verhogende, kostenverlagende en milieusparende innovatie vormt het systeem voor minimale smering. De smeeroliepomp transporteert alleen bij machineverplaatsingen. De smeergroeven bewaren een olievoorraad, en de leksmeerolie van de Z-as wordt afzonderlijk verzameld, wat de verontreiniging van het koelsmeermiddel duidelijk vermindert.
Gelderblom CNC Machines BV, Utrecht
Tel.: 030-2412541
Fax: 030-2411948
www.gelderblom.nl
"Grote volumes verspanen gaat niet ten koste van de precisie."
Stork Turbo Blading uit Sneek maakt turbineschoepen voor energiecentrales. High tech producten van speciale staalsoorten die op vier- en vijfassige machines uit vol materiaal worden gefreesd. In de afgelopen tweeëneenhalf jaar schafte de onderneming zeven Okuma bewerkingscentra aan. Daarbij ging men niet over één nacht ijs: uit niet minder dan vijftien gerenommeerde aanbieders is naar een keuze toegewerkt, die ook voor de toekomst het investeringsbeleid zal bepalen.
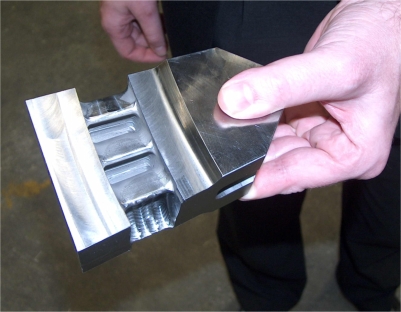
Afbeelding1: Een voorbeeld uit het omvangrijke programma van Stork Turbo Blading. Schoepen van allerlei vormen en materialen met uiteenlopende voetvormen en bladlengten worden in relatief kleine series met een hoge precisie vervaardigd.
In de 45 jaar van haar bestaan heeft de Friese onderneming zich, mede door de acquisitie van een soortgelijk Amerikaans productiebedrijf enkele jaren terug, ontwikkeld tot de grootste fabrikant van schoepen voor de energiemarkt ter wereld. In totaal werken er bij de beide bedrijven nu bijna 300 mensen. De mondiale concurrentie is hevig, toch slaagt Stork Turbo Blading erin zijn producten op vijf continenten succesvol af te zetten. Dat is te danken, legt General Manager Jacco van Berge uit, aan een combinatie van expertise, slagkracht en een uitgekiende productietechnologie, aangevuld met kennis van de markt en een alerte benadering ervan. "We wachten niet af, maar spelen actief in op wensen en ontwikkelingen van onze klanten en handhaven daarbij een hoog serviceniveau."
Twee voorbeelden hiervan. Met de 'Reverse Enginering Service' kan men klanten tegemoetkomen die niet over ontwerptekeningen beschikken, maar alleen over al dan niet flink gehavende schoepen. Die worden gescand en gedigitaliseerd, waarna de productietekeningen en specificaties worden afgeleid. Ook de gebruikte materiaalsoort wordt bepaald, eventueel stelt men voor eigentijdse alternatieven toe te passen.
Een andere dienstverlening vormt de Quick Quote Service. Door opgave van een aantal basiskenmerken, op een formulier of via internet, maakt Stork Turbo Blading binnen zeer korte tijd een scherpe offerte waarop de klant een verantwoorde aankoopbeslissing kan funderen.
"In een markt als de onze," gaat Van Berge verder, "zijn korte leveringstijden een absolute vereiste. Voor een opdracht uit het Verre Oosten of Zuid-Amerika, waarvoor de tekeningen 's-avonds hier via internet worden overgestuurd, zitten onze ingenieurs soms de volgende dag al achter hun beeldscherm te ontwerpen. Om alert op de vraag te reageren moet je ook over een geavanceerd machinepark beschikken. Drie jaar geleden stonden de economische seinen in onze sterk competitieve sector op groen, toen hebben we besloten tot forse vervangings- en uitbreidingsinvesteringen. We waren ons bewust van de hoge loonkosten, zelfs ten opzichte van ons zusterbedrijf in de VS, en realiseerden ons dat de concurrentiekracht uit een kern van geavanceerde, snelle, nauwkeurige machines moest komen."

Afbeelding 2: De drie verticale bewerkingscentra worden gebruikt voor het frezen van de schoepbladen. Hierbij komt een vierde as tot inzet, voor het draaien van het product tijdens het drieassig frezen.
Intensieve testen
In het verleden, zegt Van Berge, werden machines nogal eens gekocht op basis van een combinatie van emotie, beschikbaarheid en prijs. Ditmaal koos men voor een meer wetenschappelijke benadering werd een 'selectiegroep' geformeerd, samengesteld uit vertegenwoordigers van de engineering, onderhoudsdienst, productiemanagement en werkvloer. Opdracht: maak een verantwoorde selectie vanuit het besef dat deze voor langere tijd in belangrijke mate bijdraagt aan het succes van onze onderneming op de wereldmarkt. Niet minder dan het aanbod van vijftien gerenommeerde fabrikanten van bewerkingscentra vormde daarbij het vertrekpunt. Via een longlist van tien en een shortlist van vijf van deze met name Japanse fabrikanten kwam men zo uit op een tweetal topmerken, waarvan Okuma er een was. Uiteindelijk viel de keuze op dit merk. Een keuze die beslist niet alleen uit overleg voortvloeide, maar voor een flink deel ook gebaseerd was op intensieve testen bij importeurs en bij bedrijven die recent vergelijkbare machines hadden aangeschaft.
Stork Turbo Blading beschikt inmiddels over een zevental Okuma bewerkingscentra. Drie horizontale machines van het type MA 600 HB worden ingezet voor het nauwkeurig vlakfrezen van de schoepvoeten (binnen ±0,01 mm), drie verticale machines van het type MA 650 VB voor het bewerken van de getordeerde schoepbladen. Dat wil zeggen: het voorfrezen gebeurt op deze machines, het nafrezen op andere, vijfassige machines; alle bewerkingen zijn simultaan. De schoepen worden ingeklemd in de voet en een center (aan het uiteinde van het blad) en drieassig gefreesd, terwijl een vierde as zorgt voor de rotatie van het blad.
Naast deze zes productiemachines is nog een kleiner verticaal bewerkingscentrum (type ) aangeschaft voor de bewerking van stelstukken voor het opspannen van producten, die tevens wordt gebruikt als 'leermachine', met name voor de besturing, die de operators ervaren als toegankelijk en relatief eenvoudig bedienbaar.

Afbeelding 3: Ook de drie horizontale bewerkingscentra voor het bewerken van de schoepvoeten staan in het gelid.
Overcapaciteit
Van Berge: "Voor ons is de nauwkeurigheid een belangrijk criterium. In hun streven om de efficiency van de turbineschoepen op te voeren verleggen de constructeurs voortdurend hun grenzen. De precisie van de voet bepaalt kwaliteit en snelheid van de assemblage tot een complete turbine en is daarnaast een kritische factor met het oog op optreden van erosie en corrosie door lekkage van stoom gedurende de levensduur ervan. De voet fungeert daarnaast als referentievlak voor de bewerking van het schoepblad. De schoepen worden uit massief materiaal vervaardigd en het zijn niet de gemakkelijkst verspaanbare soorten die daarvoor worden toegepast, zoals hoogwaardige chroom- en nikkellegeringen, terwijl je met het oog op de productiviteit toch veel materiaal per tijdseenheid wil weghalen. Onze Okuma's kunnen dat laatste klaarspelen, terwijl ze een nauwkeurigheid handhaven die bijna op meetmachineniveau - dus in de orde van microns - ligt. We hebben met opzet grotere machines aangeschaft met een zekere overcapaciteit en een grote stabiliteit en een hoog verspanend vermogen, dat wil zeggen een hoog spilkoppel."
Een tweede criterium dat ten gunste van Okuma uitpakte was 'betrouwbaarheid op termijn'. Het is een bekend gegeven dat de machines van deze Japanse fabrikant lang meegaan - tientallen jaren - en dat daarbij de prestaties in termen van precisie en functioneren slechts minimaal teruglopen. Dat was ook de eigen ervaring van Stork Turbo Blading.
Van Berge: "Wij hadden een Okuma machine die 25 jaar lang vrijwel zonder storing heeft gewerkt. Dat was een van onze eerste CNC-machines, waarbij de programma's nog via een ponsband in de besturing werden ingevoerd. Hoewel die machine in twee- en drieploegendienst intensief werd gebruikt, hebben we er eigenlijk nooit problemen mee gehad. Buiten het gewone onderhoud en het vervangen van slijtdelen dan. Zoiets weeg je zeker mee, als je een investering voor de lange termijn moet doen."
In het voortvarende aankoopbeleid dat de Friese onderneming nu al een aantal jaren voert, zijn vele nieuwe machines aangeschaft en in gebruik genomen, ook van diverse andere merken. Vergeleken daarmee, aldus Van Berge, was het opvallend hoe snel de Okuma-machines gebruiksklaar waren. Binnen een week na binnenkomst konden ze voor productiewerk worden ingezet. De leveringstijd beoordeelt hij als 'korter dan gemiddeld'.
Van Berge: "Door deze grote investering in een aantal machines van één merk brengen we tevens meer uniformiteit in ons aankoopbeleid. Ook onze Amerikaanse zustermaatschappij is op Okuma overgestapt: ze hebben nu twee bewerkingscentra gekocht en er volgen er nog vijf. Bij nieuwe investeringen is Okuma ook voor ons het eerst in beeld."

Afbeelding 4: Bewerking van een schoepblad opgespannen tussen center (links) en voetklem. Rechts de NC-draaitafel.
Gelderblom CNC Machines BV, Utrecht
Tel.: 030-2412541
www.gelderblom.bv
Van stand-alone machine naar FMS: drastische reductie stilstandtijden
Door een bestaand Okuma bewerkingscentrum uit te breiden tot een FMS-systeem met twee machines, heeft MMI te Venray - wat staat voor Machine Metaal Industrie - niet alleen de productie op een flexibele leest geschoeid, maar ook het spilrendement enorm opgevoerd. En ook, niet onbelangrijk gezien het tekort aan vakmensen op de arbeidsmarkt, de weg geopend naar manloze productie.

De robot beweegt over 37 meter tussen het palletmagazijn (rechts) en de machines en de laadstations (links).
Het moet gezegd: het soort producten en de afnemersmarkt van MMI lenen zich bij uitstek voor de gekozen oplossing, gegeven de noodzaak tot productieoptimalisering. De producten zijn klein tot middelgroot. MMI, met ca. 45 medewerkers, verwerkt een breed spectrum aan materialen: aluminium, koolstof staal, roestvast staal, hooggelegeerd staal, kunststof enz.; in veel gevallen gaat het om gietwerk van een zekere omvang, maximaal 1000 x 1000 x 1000 mm, dat verspanende bewerkingen ondergaat. Dit gebeurt in seriegrootten variërend van één tot hooguit enkele honderden stuks, met het accent op kleine, repeterende orders. Afnemers zijn o.a. te vinden in de automotive-, carrosseriebouw-, gasafsluiters-, kantoormachine-, glasverwerkende, voedingsmiddelen-, hydraulische en machine-industrie. Daf, Océ, en diverse Stork-bedrijven behoren tot de vaste klanten. Een deel van de omzet wordt bij buitenlandse afnemers behaald. Daarnaast verricht MMI veel revisiewerk. Een specialisme op dat gebied vormt het vervangen van slijtlagen door vlam- of poederspuiten.

Een bewerkt gietstuk (een voor MMI typerend werkstuk) opgespannen een machinepallet voor het laadstation.
MMI maakt deel uit van Mechatronics Partners, een strategisch samenwerkingsverband met zes engineering- en productiebedrijven in de Zuid-Nederlandse maakindustrie. Samen hebben deze ondernemingen ca. vijfhonderd medewerkers, die zich richten op de ontwikkeling van innovatieve systemen en producten die een 'multidisciplinaire' aanpak vragen.
Onbewerkt product op de palletwisselaar in de machine.
FMS-systeem
Vertrekpunt voor de invoering van het FMS-systeem vormde het bestaande Okuma bewerkingscentrum MA 60 HB. Zo'n anderhalf jaar geleden werd het besluit genomen om deze machine, samen met een nieuw bewerkingscentrum - MA 600 HB, eveneens van Okuma, met 240 gereedschappen - op te nemen in een flexibel productiesysteem voorzien van een magazijn met 30 machinepallets, dat tevens plaats biedt aan 114 Europallets. Voorts zijn er voor elk van de beide typen pallets twee laadstations. Het automatische transport van de pallets tussen de laadstations, de magazijnposities en de machines wordt verricht door een 'stacker-crane' een soort robot die zich over rails tussen het magazijn aan de ene kant en de machines en de laadstations aan de andere kant beweegt. Het systeem is geschikt gemaakt voor latere uitbreiding met een derde Okuma bewerkingscentrum. Met de investering is een bedrag van ca. € 1,2 miljoen gemoeid.
De FMS-installatie is samen met Okuma-vertegenwoordiger Gelderblom CNC-Machines BV te Utrecht en het Finse Fastems - dat tekende voor het palletmagazijn en de robot - gerealiseerd. Eind vorig jaar ging het project van start met een drastische hergroepering van de bestaande productiemiddelen. Om ruimte voor het FMS-systeem te maken moesten vrijwel alle andere machines worden verplaatst. Ter plaatse werd de vloer ruim anderhalve meter verdiept, zodat voor de palletopslag een magazijn met vier etages kon worden gerealiseerd. Dit is specifiek voor MMI zo gerealiseerd i.v.m. ruimtegebrek.

Edwin Coppus (l.) en Jan Kleuskens: ...systeemuitbreiding met derde Okuma ligt in 't verschiet...
Leveringsbetrouwbaarheid
Ruim een maand nadat het systeem operationeel is geworden, is het 37 meter lange magazijn nog niet volledig bezet met pallets. Maar daar komt volgens directeur Edwin Coppus en controller Jan Kleuskens in rap tempo verandering in. Nieuwe producten zullen zoveel mogelijk via het FMS systeem worden geproduceerd en van bestaande producten wordt bekeken of ze zich lenen voor de nieuwe, flexibele productiewijze.
"Zo'n systeem komt ook al tot zijn recht als het niet volledig bezet is met pallets, ook met minder palletplaatsen kan het perfect functioneren," legt Coppus uit. "De machinespillen draaien dan bijna continu, slechts onderbroken door werkstukwisseling, waarbij het onbewerkte, nieuwe werkstuk al gereedstaat op de palletwisselaar vóór de bewerkingsruimte. Het kan dé oplossing zijn voor bedrijven die werken met enkelstuks tot middelgrote series met een repeterend karakter en waar leveringsbetrouwbaarheid hoog genoteerd staat."
Coppus: "Voor ons kan dit systeem, dat vooralsnog in tweeploegendienst functioneert, op termijn ook de opstap zijn naar een gedeeltelijk manloze productie.Vandaar dat we ook hebben gekozen voor gereedschapmagazijnen met een ruime capaciteit, die plaats bieden aan zustergereedschappen, zodat bij uitval of slijtage toch doorgewerkt kan worden. De machines zijn bovendien uitgerust met breukdetectie en een systeem voor werkstukmeting; ze zijn daartoe voorzien van z.g. absoscales voor absolute meting. Machinestoringen worden automatisch via een code doorgegeven over het mobiele netwerk. We verwachten dat het FMS systeem over pakweg een jaar zo werkt zoals we willen, compleet bezet en volcontinu. Ik denk dat we dan mogen zeggen dat we de flexibiliteit, ons sterkste punt, volledig waar kunnen blijven maken."
Werkwijze
Aan het begin van een bewerkingscyclus arriveert een Europallet met onbewerkte producten op een van de beide laadstations voor dit pallettype. Een mogelijk scenario is dan: één of meer onbewerkte producten worden op het belendende laadstation op een machinepallet opgespannen. Deze pallet wordt met de robot naar een magazijnpositie overgebracht en blijft daar 'standby'. De robot brengt de pallet met het te bewerken product over naar een van de beide bewerkingscentra (of zet het nog een tijdje in de wacht in het magazijn). Het wacht daar op een palletwisselaar zijn beurt af tot het in bewerking zijnde werkstuk gereed is. Nadat het nieuwe product is bewerkt, wordt het teruggebracht naar het laadstation waar meteen weer nieuwe onbewerkte producten op de machinepallet worden gespannen. De machinepallet wordt vervolgens weer de productielijn ingestuurd voor een volgende cyclus.
Coppus: "In de praktijk kunnen verschillende producten, in allerlei combinaties en in de door ons gewenste volgorden worden bewerkt. In de optimalisering van het routingprogramma ligt de kracht van het systeem. Daardoor kun je spoedorders verwerken, orders splitsen zodat je de klant van dienst bent zonder gelijk de hele order te bewerken, enzovoort. De productiviteit is enorm opgevoerd omdat er alleen machinetijd verloren gaat tijdens het wisselen van de werkstukken, maar dat is een kwestie van seconden."
Kleuskens: "Vergelijk dat eens met hoe we werken met een machine die niet aan het FMS is gekoppeld: om te beginnen moet je de machine volledig afstellen voor een nieuw product, een tijdrovend gebeuren. Als je dan van start kan gaan moet het eerste product na bewerking naar de kwaliteitszorg, wat opnieuw stilstand van de spil betekent. Een en ander wil vaak zeggen dat je een serie van bijvoorbeeld 150 stuks in één keer moet afwerken en niet kan splitsen in bijvoorbeeld drie series van vijftig. Nu kan dat probleemloos. In de tijd dat het product van die serie bij de kwaliteitsdienst wordt gemeten, krijgt de bewerking van een ander product prioriteit. Daardoor blijft stilstand tot een minimum beperkt.

Aan de voorzijde van het FMS-systeem zien we o.a. twee laadstations voor machinepallets en een voor Euro-pallets.
Gelderblom CNC Machines BV, Utrecht
Tel.: 030-2412541
www.gelderblom.nl
Lean lift’-magazijn als automatisch palletmagazijn.
Twee jaar geleden begon HP Valves Oldenzaal, fabrikant van afsluiters, na te denken over manieren om de bestaande capaciteit aan vakmensen en machines beter te kunnen benutten. Onlangs werd het eerste tastbare resultaat daarvan in gebruik genomen: een onbemande productiecel waarbij een robot ruwe smeedstukken vanuit een automatisch magazijn in een draaimachine plaatst en na bewerking weer uitneemt en terugplaatst. Deze combinatie, uniek voor ons land, fungeert voor de fabrikant tevens als pilotproject om ervaring op te doen met manloze productie.
Tekst Erik Steenkist

HP Valves heeft internationaal een sterke reputatie opgebouwd met afsluiters voor
groeiende sectoren zoals energieopwekking, petrochemische industrie en olie- en
gaswinning. In 2006 noteerde de onderneming een flinke omzetgroei en ook dit jaar
zal de groei significant zijn. Voor een groot deel komt dit succes op het conto van de kwaliteit van de producten, die ook onder zware condities aan hoge functionele eisen
moeten voldoen.
De keerzijde van dit succes is een toenemend beroep op de bestaande productiecapaciteit. Machines zijn nog wel te kopen, maar aan vakmensen is moeilijker te
komen. “We hebben alles en iedereen hard nodig om aan de vraag te kunnen voldoen”, vat Managing Director Marten Hinsenveld het probleem samen. “Een deel
van de productie wordt standaard uitbesteed. Een ander deel, waarin de kern van onze expertise besloten ligt, houden we altijd in eigen huis. Tussen die twee uitersten
zit echter een groot deelgebied waarbij je de keuze hebt tussen zelf produceren en uitbesteden.”
Complete bewerking op één machine
De machines maximaal benutten - dat leidt bijna automatisch tot het concept van
geheel of gedeeltelijk manloze productie. Een eerste concrete uitwerking is onlangs gerealiseerd met een productiecel voor draai-, boor- en freesbewerkingen aan afsluiterhuizen die als ruw smeedstuk worden aangeleverd. Deze onderdelen zijn er in drie afmetingen en drie vormen, in totaal negen basistypen dus. Bovendien is ieder basistype, vanwege de temperatuur waaronder ze in de praktijk moeten functioneren, beschikbaar in diverse materiaalsoorten.
Voorheen werd de bewerking uitgevoerd op twee afzonderlijke machines waardoor onvermijdelijk tussenvoorraden ontstonden. Nu vindt de complete bewerking
plaats op één machine, een MacTurn
250 draaimachine van Okuma, geleverd door Gelderblom CNC Machines. Deze is voor het opspannen van de klephuizen voorzien van een hydraulisch bekrachtigde zwenkkop om bewerkingen onder verschillende
hoeken in het product aan te brengen. De zwenkkop is gemonteerd op de klauwplaat en wordt door middel van verwisselbare adapters aangepast aan de diverse basistypen. De machine is voorzien van een hoofd- en een hulpgereedschapmagazijn, elk met veertig posities. Daardoor kunnen bij het onbemand produceren
reservegereedschappen worden geplaatst, die in actie komen wanneer het eerste gereedschap is versleten of door breuk uitvalt.
De onbewerkte producten worden aangevoerd vanuit een ‘lean lift’-magazijn van het fabrikaat Hänel. Dit is een automatisch hoogbouwmagazijn met 29 pallets. Iedere pallet wordt beladen met klephuizen vanéén basistype; afhankelijk van de grootte kunnen er vijftig tot negentig op een pallet. Aan de invoerzijde worden de pallets beladen met behulp van een balansarm. Aan de andere zijde neemt een Hyundai handlingrobot (geleverd door Ferdar Automation Technology) de producten een voor een van
de pallet en plaatst ze in de opspaninrichting van de machine. Na de bewerking - de cyclustijd varieert afhankelijk van het type klephuis van tien tot dertig minuten -
neemt de robot het product weer uit en plaatst het na schoonblazen terug op de pallet. Dit gaat door tot een hele pallet is afgewerkt waarna automatisch een volgend
pallet wordt gehaald.
Capaciteit volledig benutten
CNC-programmeur Richard Derks: “Zolang het basistype klephuis niet verandert, kan zo bij wijze van spreken een hele week onbemand doorgewerkt worden. In de
praktijk wordt vaker overgeschakeld, maar dat vergt - naast het verwisselen van de adapter - alleen enig instelwerk. Door series slim te combineren zorgen we ervoor
dat het aantal wisselingen beperkt blijft.” Door de inzet van een ‘lean lift’-magazijn als automatisch palletmagazijn van grote capaciteit te koppelen aan een productiecel is een voor de Nederlandse metaalsector unieke automatiseringsoplossing gecreëerd. Niet alleen kan HP Valves hiermee de latente capaciteit van de draaimachine maximaal benutten, ook kan ervaring worden opgedaan met manloze productie. “Zeker wanneer we de installatie ook gaan
inzetten voor andere producten dan alleen klephuizen”, vult productiemanager Peter Weenders aan. “We denken eraan om later andere, bestaande machines te automatiseren met robots voor het plaatsen en uitnemen van werkstukken zodat we het aantal spiluren kunnen opvoeren. Tegelijkertijd worden de medewerkers verlost van het
hanteren van de vaak zware werkstukken en kunnen ze zich meer toeleggen op programmeerwerk en het optimaliseren van de productie.”
Lumineus idee
In eerste instantie werd de aanschaf overwogen van een horizontaal bewerkingscentrum met palletwisselsysteem. Dat maakte echter de aanmaak van grote aantallen
spansets noodzakelijk. Bij inzet van een robot hoefden alleen mallen voor de robotgrijper en de klauwplaat van de machine te worden ontwikkeld. Ook werd aanvankelijk
voorgesteld de producten op één enkel plateau gereed te zetten, totdat iemand op een lumineus idee kwam: een programmeerbaar hoogbouwmagazijn met pallets.
Derks: “Vanaf één enkel plateau zou je al uren onbemand kunnen werken, maar door de opslag- met de bewerkingsfunctie te combineren, vermijd je logistiek tijdverlies: je kunt zo tot wel een week of langer vooruitwerken.”
Een opvallend detail van de installatie is de zwaar overgedimensioneerde robot. Deze robot kan producten tot 165 kilo hanteren, terwijl in de praktijk van HP Valves de grens
bij 22 kilo ligt. Deze zware robot kost vrijwel hetzelfde als een veel lichter type uit het programma omdat eerstgenoemde in relatief grote aantallen wordt geproduceerd
voor de Zuid-Koreaanse automobielindustrie. De stabiliteit is echter aanzienlijk groter dan die van een lichte robot. De iets tragere
verplaatsing over het werkbereik van circa vijf meter is per saldo nauwelijks terug te vinden, maar de positioneringnauwkeurigheid is groot.

Hinsenveld: “De installatie werd vorig jaar november geleverd en voldoet na een korte aanloopperiode volledig aan onze verwachtingen. Het belangrijkste is dat door de hogere bezettingsgraad de machineafschrijvingskosten per product flink gedaald zijn. We kunnen meer produceren met hetzelfde medewerkersbestand. Dit project laat duidelijk zien dat robotisering geen middel is om mensen weg te bezuinigen, maar om de productiviteit te verhogen, de kosten te verlagen en de kwaliteit van de arbeid op te voeren. We gaan zeker verder op deze weg…”
Weer nieuwe Okuma’s voor machinebouwer AAE
AAE bv te Helmond heeft onlangs twee Okuma-bewerkingscentra in gebruik genomen. Het betreft een Space Center MA400-HA horizontaal bewerkingscentrum met zesvoudige palletpool en een MU-400VA vijfassig bewerkingscentrum met draaizwenktafel. AAE bouwt o.a. assemblagesystemen, veelal complexe machines voor het samenstellen van subassemblies die ‘turnkey’ worden geleverd aan sectoren als de elektronische industrie, de medische industrie, de automotive, fabrikanten van CDR-DVD-machines, de semiconductorindustrie en de food & beverage industrie.

Met de investering in de beide snelle, nauwkeurige bewerkingscentra zet AAE zijn beleid om het productieproces als geheel in eigen hand te houden voort. Daardoor wordt de expertise op het gebied van assemblagesystemen verder uitgebouwd en kan men de markt een hoge toegevoegde waarde bieden. Daarnaast past met name het Space Center MA400-HA in de trend om meer manloos te produceren.
Bij deze machine worden de werkstukken via de palletpool aangevoerd, zodat de machine gedurende de avonduren en het weekend kan doorproduceren. De machine
heeft honderd gereedschappen en is speciaal ontworpen voor een snelle productie, met hoge ijlgangen en acceleratie, een hoog spiltoerental en een minimale gereedschapwisseltijd. De nauwkeurigheid wordt o.a. gegarandeerd door de stabiele constructie, diverse maatregelen met het oog op de thermische stabiliteit en een hoogwaardig nulpunt opspansysteem.
Het MU-400VA vijfassige bewerkingscentrum is voorzien van 32 gereedschappen en een zwenkdraaitafel (‘trunnion’).

Hiermee kan AAE complexe verspaningstaken - zoals de bewerking van dubbelgekromde oppervlakken - uitvoeren. AAE is het eerste bedrijf in Nederland dat een MU-400VAmachine in gebruik neemt.
De keuze voor Okuma is ingegeven door de goede ervaringen die AAE in het verleden heeft opgebouwd met dit merk en de importeur, Gelderblom CNC Machines. Als positieve eigenschappen worden onder meer genoemd: de nauwkeurigheid (o.a. vanwege de thermische stabiliteit) die ook op termijn in stand blijft, de geringe storingsgevoeligheid en de technische levensduur. Overigens was de keuze voor het Japanse merk geen automatisme, maar de uitkomst van diepgaand overleg in een werkgroep, waarbij ook de vaklieden een inbreng hadden.
Gelderblom CNC Machines BV, Utrecht
Tel.: 030-2412541
Fax: 030-2411948
www.gelderblom.nl
Drastische reductie cyclustijden bij LT-draaimachines Okuma door 'teamwork' van spillen en gereedschaprevolvers
 |
De draaimachines van de nieuwe LT-serie van Okuma zijn uitgerust met twee spillen en twee gereedschaprevolvers. Deze vier onderdelen kunnen zo met elkaar samenwerken dat drastische reducties van de cyclustijden te realiseren zijn. Dat is vooral het geval wanneer de gereedschappen van beide rotatiemagazijnen simultaan worden ingezet bij bewerking van een werkstuk op één spil. De gecombineerde inzet van twee gereedschappen die gelijktijdig hetzelfde werkstuk bewerken ('assist cutting') resulteert in een sterke vermindering van de snijtijd. In de praktijk zijn al reducties van de snijtijd tot 40% vastgesteld. |
De LT200-M en LT300-M Twin Stars draaimachines zijn ontwikkeld om complexe producten zoals motoronderdelen te vervaardigen uit afzonderlijke halffabrikaten of uit stafmateriaal dat uit een staafmagazijn wordt aangevoerd. Door gelijktijdige bewerking van twee onderdelen, meervoudige bewerking met aangedreven gereedschap en gecombineerde bewerkingen op één spil is de totale productietijd slechts een fractie van de tijd nodig op een conventionele machine. De hoge productiviteit vertaalt zich uiteraard in een lage kostprijs, een voordeel wat bij toenemende seriegrootte zwaarder gaat wegen.
De spillen van de LT200-M wordt aangedreven met 11 kW AC-motoren en maken maximaal 6000 toeren. Bij de LT300-M bedraagt het vermogen het dubbele en ligt het maximale toerental op 5000. De overname van het werkstuk geschiedt bij draaiende spillen. De gereedschapwisseltijd bedraagt bij beide revolvers slechts 0,25 s. De revolvers bieden elk plaats aan twaalf gereeedschappen. Voor de aangedreven gereedschappen staat een vermogen van 4 (LT200-M) en 7 kW (LT300-M) ter beschikking. De maximaal te bewerken diameter bedraagt 210 resp. 350 mm. De centerafstand is 960 resp. 1200 mm. De ijlgang bedraagt bij beide machines 30 m/s in X- en 40 m/s in Z-richting. De bovenste gereedschaprevolver is voorzien van een Y-as voor excentrische freesbewerkingen; het bereik hiervan is 92 resp. 160 mm.
Gelderblom B.V., Utrecht
Tel.: 030-2412541
Fax: 030-2411948
www.gelderblom.nl
Investering in Okuma draaifreescentrum past naadloos in bedrijfsfilosofie Tjonk

Als jongste aanwinst heeft Machinefabriek Tjonk uit Almelo onlangs een MacTurn 250 draai-freescentrum van Okuma in gebruik genomen. De machine is de kleine uitvoering binnen de enkele jaren geleden geïntroduceerde MacTurn-serie waarmee de Japanse fabrikant inspeelde vraag naar compacte machines voor multifunctionele bewerking van complexe onderdelen. Machinefabriek Tjonk is een ISO 9001 gecertificeerd toeleveringsbedrijf, gespecialiseerd in precisieverspaning van kunststoffen en metalen zoals duplex roestvast staal, hoognikkelhoudende staalsoorten en titanium. Van tekening of specificatie vervaardigt men met een maximale nauwkeurigheid in de orde van 1 μm onderdelen in kleine tot middelgrote series op een hoogwaardig machinepark dat loopt van conventionele boormachines tot ultramoderne CNC-machines. Ook beschikt de onderneming over een geconditioneerde meetkamer. Tot de toegepaste verspaningstechnieken behoren naast speciale bewerkingen zoals zeskant-brootsen o.a. zesassig CNC-draaien met aangedreven gereedschappen en vierassig CNC-frezen (tot 2200 m lengte).
Het draaifreescentrum, dat werd geleverd en geïnstalleerd door Gelderblom CNC Machines BV, verenigt de stijve constructie van een bewerkingscentrum (voor snelle precisieproductie) met de mogelijkheden van een draaimachine. Uit- en inwendig draaien, vlak- en kopfrezen, schuin en uit het hart frezen en tappen, al deze bewerkingen zijn moeiteloos uitvoerbaar. Met de zwenkbare kop kan men onder alle hoeken draaien, frezen, kotteren en bijvoorbeeld draadfrezen zonder het product opnieuw op te spannen. Daardoor kunnen productseries nauwkeurig, compleet en met korte cyclustijden worden vervaardigd.
De investering in de MacTurn-machine past goed in de filosofie van het in 1967 opgerichte bedrijf, die berust op de synergie tussen het vakmanschap van de medewerkers en geavanceerde productiemiddelen, waarbij een hoge prioriteit aan autmatisering met o.a. palletsystemen en robotica gegeven wordt. De groei van de laatste jaren is mede te danken aan het hoge service-niveau en vlotte leveringstijden.
Gelderblom CNC Machines BV, Utrecht
Tel.: +31-(0)30-2412541
www.gelderblom.nl
Nijdra Fijnmechanische Industrie: met FMS kan Nederlandse toeleveringsindustrie mondiale concurrentie aan
 |
Het aantal volledig operationele FMS-systemen in ons land is vooralsnog op de vingers van één hand, misschien twee, te tellen. Maar het worden er wel steeds meer. Met de ingebruikname van een flexibel productiesysteem voegde onlangs Nijdra Fijnmechanische Industrie te Middenbeemster zich bij het selecte gezelschap toeleveranciers die in de mondiale concurrentiestrijd een flexibel productiesysteem stellen tegenover goedkope arbeid. Daardoor komt de bestaande voorsprong in know how en expertise nog beter uit de verf. |
Nijdra Fijnmechanische Industrie maakt deel uit van de Nijdra Groep, die ook Nijdra Special Products (assemblage), High Mechanical Industry (CNC-slijpen) en het in Heerhugowaard gevestigde Meprotech (verspaning) omvat. Vier business units met in totaal bijna 200 medewerkers, verenigd onder het motto 'precision is our profession'. De onderneming, die in 1974 in de Amsterdamse Jacob van Lennepstraat van start ging, beschikt over eigen engineering-facliteiten en levert totaaloplossingen voor uiteenlopende fijnmechanische vraagstukken aan zowel grote als kleine afnemers in binnen- en buitenland. Het is geen toeval dat een klant van het eerste uur, Philips Medical Systems, in het inmiddels sterk verbrede en geïnternationaliseerde klantenbestand ook nu nog tot de vaste relaties behoort. Vorig jaar werd Nijdra uit niet minder dan 145 kandiaten door een jury van OEM'ers verkozen tot beste onderneming in de categorie eerstelijns-toeleveranciers. De prijs, een initiatief van managementblad Link, werd toegekend vanwege de combinatie van kwaliteit, communicatieve eigenschappen en laagdrempeligheid in het contact met de markt.
 |
De Nijdra-medewerkers zagen de toekenning als een 'impuls voor de toekomst'. Hetzelfde kan gezegd worden van het FMS-systeem dat enkele maanden geleden in gebruik werd genomen. Het bestaat uit een tweetal identieke bewerkingscentra van het type Space Center MA-400HA van Okuma (met hoogtoerige spillen), twee werkstuk-laadstations, een palletmagazijn met 60 posities en een transportrobot. Het systeem is vergaand geautomatiseerd: het enige wat nog handmatig geschiedt is het opspannen van de werkstukken op de systeempallets en het ontladen na de bewerking. De transportrobot zet de pallets met werkstukken weg in het magazijn en haalt ze daaruit op om in een van de machines boor-, frees- of draaibewerkingen te ondergaan. Stellingpositie, volgorde, bewerkingslocatie e.d. worden daarbij door het FMS-programma gedicteerd. In principe kunnen producten eerst door de ene machine, daarna - eventueel na tussenopslag in het magazijn - door de andere machine bewerkt worden, maar normaliter vinden alle noodzakelijke bewerkingen achter elkaar in een en dezelfde dezelfde machine plaats. Zo wordt vermeden dat de afvalcontainers van de machines geen gemengde metaalsoorten bevatten, zodat het schroot nog een zekere waarde heeft. |
Naadloos aansluiten
Beide Okuma's beschikken over een omvangrijk lineair gereedschapmagazijn, met 200 posities, die overigens nog lang niet alle bezet zijn. Met de bestaande gereedschapbezetting kunnen vooralsnog alle voorkomende bewerkingen worden uitgevoerd.
Pallets met compleet bewerkte producten gaan retour magazijn en worden op een later tijdstip naar een van de laadstations gevoerd waar de werkstukken worden losgenomen.
Nico Gertenbach, adjunct directeur techniek, wijst op de grote voordelen van flexibele productie voor de afnemers. "Natuurlijk is er een concurrentievoordeel: wat we vroeger met drie bewerkingscentra plus operators deden, kunnen we nu grotendeels manloos met één geïntegreerd systeem aan. Maar op deze manier kun je ook naadloos aansluiten op de productiestructuur van de klant. Er is geen noodzaak meer om grotere orders in één keer af te werken, we kunnen just-in-time leveren in kleinere delen, op afroep. Zo kunnen we binnen een zeker tijdsbestek een veel grotere klantenkring bedienen, om maar één voordeel te noemen. Dat kost geen seconde meer steltijd."
In principe kan iedere pallet individueel beladen worden. Als aantallen en afmetingen van de werkstukken dit mogelijk maken, wordt meervoudige opspanning toegepast: de vier vlakken van de opspanzuilen bieden soms ruimte aan niet minder dan 224 kleine werkstukken. Het is zelfs mogelijk om per pallet verschillende producten op te spannen, maar dit is bij Nijdra geen dagelijkse praktijk. Het handmatig opspannen gebeurt tijdens werktijd in tweeploegendienst, de twee bewerkingscentra zijn in principe continu operationeel. De lange cyclustijd per werkstuk bij complexe werkstukken c.q. de lange bewerkingstijd per pallet bij kleine, meervoudig op te spannen werkstukken maakt het samen met het grote aantal pallets mogelijk om langere tijd achtereen manloos te werken.
 |
Derde bewerkingscentrum
Het systeem is als turnkey-project geleverd door Gelderblom CNC Machines BV te Utrecht, Benelux-vertegenwoordiger van Okuma. Op termijn zal het systeem worden aangevuld met een derde bewerkingscentrum, identiek aan de andere twee. Steeds meer producten worden op het FMS-systeem compleet vervaardigd, met name wanneer herhalingsorders verwacht kunnen worden. Het programmeren van een nieuw product gebeurt op een stand alone bewerkingscentrum, eveneens van Okuma. Alle instelgegevens liggen daarmee vast, ook voor toekomstige herhalingsorders. Is het programma opgesteld en geoptimaliseerd, dan wordt op deze machine het product gemaakt en via een 'Eerste Product Controle' (EPC) vrijgegeven voor productie op het FMS-systeem. Voor het compleet doormeten van een product beschikt Nijdra over een meetkamer met o.a. een Mitutoyo 3D-coördinatenmeetmachine. Tijdens productie op het systeem vindt periodieke controle van zowel gereedschappen als werkstukken plaats m.b.v. Renishaw meettasters die in het machine-gereedschapmagazijn zijn opgenomen.
Gelderblom CNC Machines BV, Utrecht
Tel.: 030-2412541
Fax: 030-2411948
www.gelderblom.nl
Gelderblom CNC Machines B.V. tel. +31.(0)30.2412541 KvK nummer: 30144980 |
Gelderblom CNC Machines B.V. tel. +32.(0)3 353 49 44
|